Early U.S. Navy Afterburner Development Efforts Part 3d: McDonnell Aircraft Corporation – Continued Development and Flight Test by Paul J. Christiansen Published 19 Jun 2026
Part 4: Westinghouse Aviation Gas Turbine Division (in process)
Part 4: Westinghouse Aviation Gas Turbine Division (in process)
McDonnell Aircraft, St. Louis, Missouri
22 May 1949: Muroc Weekly Summary Progress Report of XF‑88 &XF‑88A Report No. 1185
AF No. 46-526 would have an operative afterburner (AB) with the AB fuel and control system installed on the left-hand engine. This would be the only engine so equipped until operational information was gained with the installation.
23 May 1949: The Bureau of Aeronautics Resident Representative (BARR) wired the Bureau of Aeronautics (BuAer) that McD had requested authorization to install J34‑WE‑34 engines in F2H‑1 BuNo. 122530 in preparation for the AB tests previously authorized by BuAer. Fly-ball governors for these engines were needed as well to allow proper AB control. This installation was additional to the authorized installation in F2H‑1 BuNo. 122532. It was requested that the full authorization to be amended to make it clear that ‑34 engines could be installed in two different airplanes and that if replacements were needed, the BARR was authorized to assign such spares from Contract NOa(s) 9768 for the F2H‑2.
24 May 1949: The full McD memo regarding early J34‑WE‑34 use in the F2H‑1 BuNo. 122532 states that the intent was to gain early experience with the engines and engine controls since these were to be used in the F2H‑2. The other tests then underway with BuNo. 122532 were soon to be completed and the current BuAer instruction was to turn the airframe over to the Navy when those were completed. McD proposed that their instruction be amended so that they would be allowed to retain the airframe until all the additional proposed tests using J34‑WE‑34 engines in it were completed.
29 May 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1186
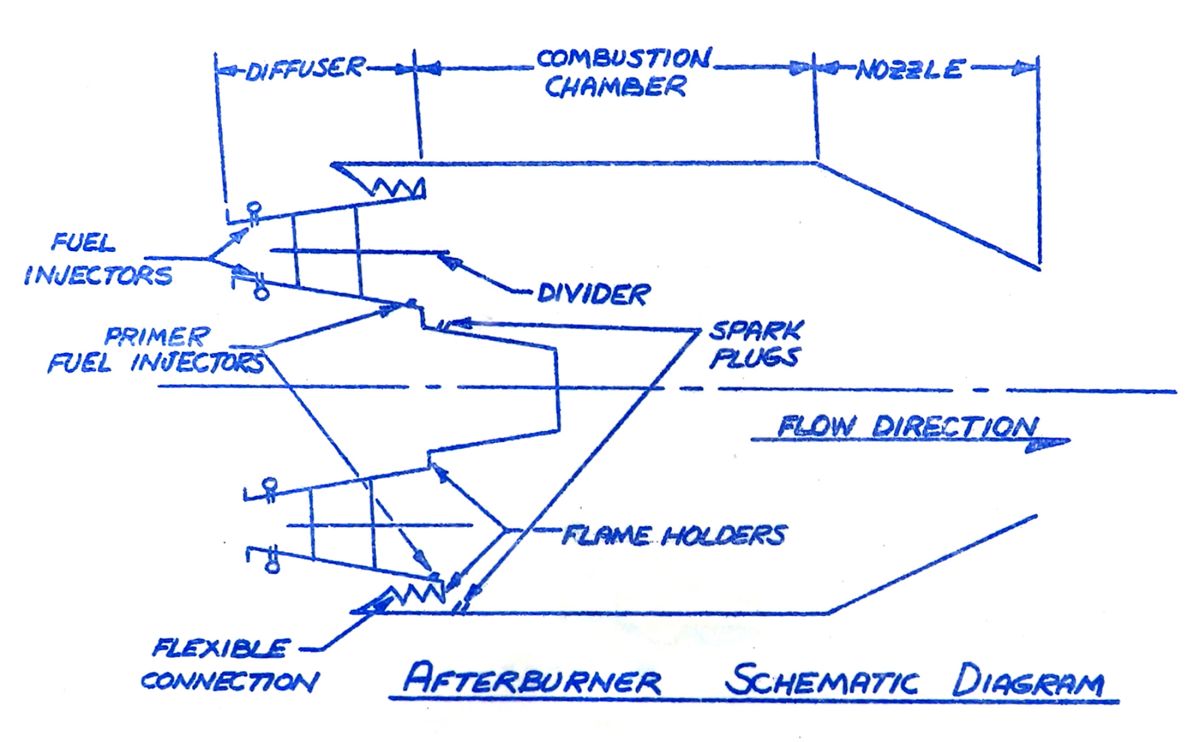
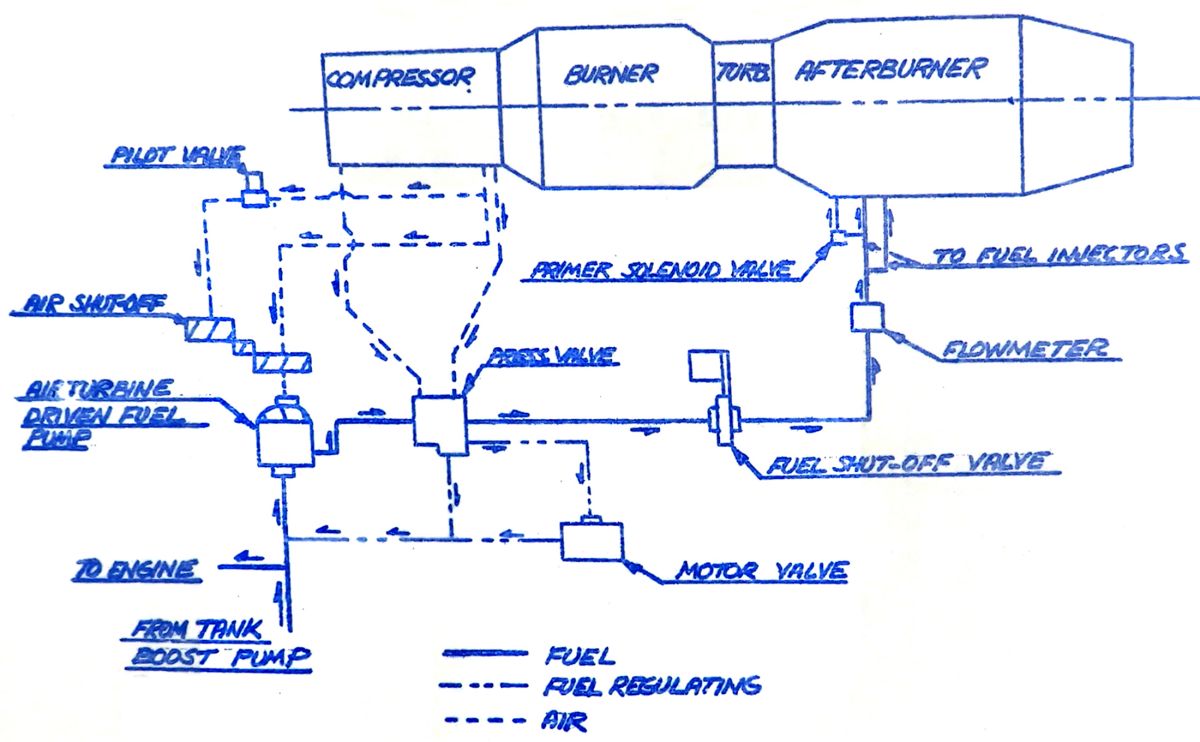
In the discussion part of the report, the AB installation is described in full. The AB was a McD Model JA‑34‑MD with a fixed exit nozzle. The ignition system consisted of two spark plugs with individual ignition coils. During starting, primer fuel was injected adjacent to the spark plugs to assist initial combustion. The AB fuel control system automatically regulated the fuel supply to the AB via a pressure valve (Solar #530) and a motor valve (Solar #592). The pressure valve metered the fuel based on engine compressor inlet and outlet pressures with the motor valve by-passing portions of the pressure valve metered fuel as required to maintain the TOT within the desired operating range. The motor valve was actuated by an electronic amplifier (Solar #391) in accordance with the TOT thermocouple voltage outputs being received into the amplifier. The engine TOT thermocouples were installed in the AB diffuser section that replaced the normal Westinghouse engine exhaust collector. Two sets of thermocouples were provided, six for cockpit and photo recorder temperature installations and four more for voltage output into the fuel control amplifier.
The AB cockpit controls consisted of two switches, an AB master switch and the primer switch. The master switch when activated completed the ignition circuit, opened the fuel shut-off valve, and energized the air turbine pilot valve thereby opening the air shut-off valve to the air turbine driven fuel pump. The primer switch energized the primer solenoid valve for AB priming during starts. A future development was planned to make the priming operation automatic and controlled by the AB master switch. The initial flight tests would be with a fixed area nozzle but a two-position nozzle with automatic control had been designed and constructed and would be installed at a later date.
Fig. 1. XF‑88A AB Schematic Supplied with Report 1186 for JA‑34‑MD.
Fig. 2. XF‑88A AB Fuel Control Schematic Supplied with Report 1186 for JA‑34‑MD.
5 June 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1258(Note: Report No. 1257 not found.)
The L/H AB installation was completed on the XF‑88A and three ground runs of the AB were performed functionally to check the fuel and control system and obtain structural temperature data prior to flight. The AB and airframe temperatures were satisfactory. Further runs with a reduced AB nozzle area were needed to complete the check out.
7 June 1949: The St. Louis BARR sent a TWX that stated: “Contractor States TWX of May 1949 authorized fixed area nozzle AB for installation on one F2H‑1 airplane. Contractor wishes to advise that AB installed on F2H‑1 will be variable nozzle, and will operate on assumption that this (is) satisfactory to BuAer, unless advised to the contrary.” (Pencil note below says “No Action Necessary”)
12 June 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1259
The XF‑88A flew twice in the week ending on the twelfth. It made two take-offs and climbs to 10,000 and 20,000 feet with the AB operating. The runs at altitude showed lower speeds due to the oversized nozzle on the AB when not operating. The nozzle size had been reduced from 18.6 in² to 18.4 in² but the TOT was not exceeded even though the fuel metering valve was set to deliver 30% more fuel than necessary. Investigation showed the pressure valve was not providing sufficient fuel for operation at the target TOT of 580°C. At 10,000 and 20,000 ft the maximum TOTs obtained were 545°C and 510°C respectively. Total AB operating time was 4.2 minutes on the ground and 7.7 minutes in the air. Post flight inspections of the AB and engine showed both to be in satisfactory condition. The overall AB operation had been very satisfactory. AB ignition for take-off and at 10,000 ft was practically instantaneous with the activation of the primer switch. Very little time lag was observed between the inner and outer injection combustion starting. Ignition at 20,000 feet combustion start was a little slower. One ring started about 6-8 seconds after primer actuation and the other followed in 4-6 seconds. Engine rpm “droop” accompanying the AB start varied from 80 to 150 rpm. AB operation did not affect the airplane flight characteristics. A slight yaw introduced by the asymmetric power condition and a rise in the engine tail pipe temperature were the only indications to the pilot that the AB was operating. During ground and take-off operation, a slight fuselage shake was evident at speeds below 50 mph indicated airspeed. The reduced performance with the AB not operating was expected to be eliminated when variable AB nozzles were available and installed.
19 June 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1260
Two more flights were conducted with AB take-offs and AB runs at 10,000 and 20,000 feet. Prior to the first flight, the pressure fuel valve output was increased by readjustment of the valve area. This was done by reducing the pressure valve bellows spring tension, thereby allowing the metering valve to open more for a given compressor outlet and inlet pressure difference. Flight 526‑17 showed the 70% open adjustment for 565°C TOT was satisfactory for the 10,000 foot operation but at 20,000 feet the fuel flow was still insufficient as the motor valve was fully closed at that point. For flight 526‑18, the valve was set at 85% open for 570°C TOT. This gave sufficient fuel at both 10,000 and 20,000 feet.
It was observed that the AB operating temperature was increasing with increased airspeed. The engine red line temp of 580°C was exceeded by 10-15°C as a result. It seemed the problem was not a temperature regulating problem, but was one of instrumentation. The two sets of thermocouples were (apparently) seeing a change in AB flame pattern as the airspeed changed, giving the cockpit photo recorder and the motor valve different voltages as inputs. This possibility was going to be investigated. Afterburner ignition again proved to be smooth and reliable. Total AB operation for the week was: 2.16 minutes – Ground and 11.6 minutes Flight. After flight 526‑16, the airplane was put on work status for the installation of ABs on the R/H and L/H engines with variable nozzles.
28 June 1949: The McD BARR received authority from BuAer to use four J34‑WE‑34 engines from their stock for the performance evaluation of the F2H‑1 with AB installed. Reports of failures on engines giving the cause, rpm, time, operating temperatures, altitudes and any other pertinent information were requested. An estimate of the number of engines required to complete the evaluation was also requested. BuAer reminded the BARR the entire evaluation was to be at no increase in the contract price.
3 July 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1262(Note: Report No. 1261 was not found. Given the status reported for Report No. 1262, no testing information would have been reported.) XF‑88A was still in work status having its variable area nozzles being installed. No testing was done.
7 July 1949: Afterburner Development for Westinghouse J34 Engine, Progress Report 14, 16 April to 15 June 1949 Testing Results: AB Redesign to Reduce Nozzle Temperatures: The redesigned AB with the Model 4 variable nozzle were tested at Westinghouse. The AB was operated successfully for 1 hr 45 min in total in runs of approximately 4 min duration each. Examination afterward showed the AB and nozzle to be in good condition. The variable nozzle had the ceramic coating removed from a third of the segments and the AB operated for 30 min in that condition. The removal of the ceramic coating did not adversely affect the endurance of the nozzle. The fuel distribution between the inner and outer flame holders was varied. A fuel distribution ratio between 1.25 and 1.50 resulted in optimum AB performance. The dry thrust loss was between 4.5 and 5%, being about 2% higher than the average losses of an engine with an AB having the flameholder installed on the combustion chamber wall. Thrust augmentation between 28-30% was obtained. Augmentation was limited by the variable nozzle maximum diameter which had been designed for the lower pressure losses of the wall type flame holder configuration. It was determined a diffuser modification could improve augmentation and such a design would be tested during the next reporting period. Hot streak ignition was tested. This, a Westinghouse design, fired a shot of neat fuel into the engine combustion chamber toward the turbine blades. This fuel was still burning as it entered the AB combustion chamber and igniting the fuel mixture there. The AB design for flight test would incorporate a flame holder on the divider, have hot streak ignition, and would dispense with the ceramic coating on the nozzle segments.
Tests to cool the AB nozzle using water injection: An AB modified to incorporate water cooling for longer AB life was tested at Westinghouse. Tests were conducted consisting of 34 minutes total duration with the AB operating time being accumulated in periods of 4-5 minutes duration. Water injection at the rate of 2,300 lb/hr was used. No damage to the nozzle was found on inspection at the completion of testing. No damage to the nozzle during non-AB operation was found. Water injection made no noticeable change in AB thrust, had any effect to the SFC, or change in the thrust loss when operating dry. Because consideration of the weight and complexity of the water injection equipment and the fact that the improvement in nozzle life had been demonstrated by the newest design in the tests, tests of the water injection AB were discontinued.
Tests to determine AB performance parameters: In cooperation with the Westinghouse engineers, additional tests were run to obtain the basic performance parameters for use in performance estimates of the engine-AB combination. The basic tests included AB-inoperative with variable nozzle and AB operative with fixed exit area nozzle. Step flame holders installed on the AB walls were used in the AB tests. Engine speed varied from 11,500 to 12,500 rpm; fuel-gas ratio in the AB varied between 0.020-0.040; and the exit nozzle area which was set at 245 in², 255 in², and 265 in². The data resulting from the tests was not yet available.
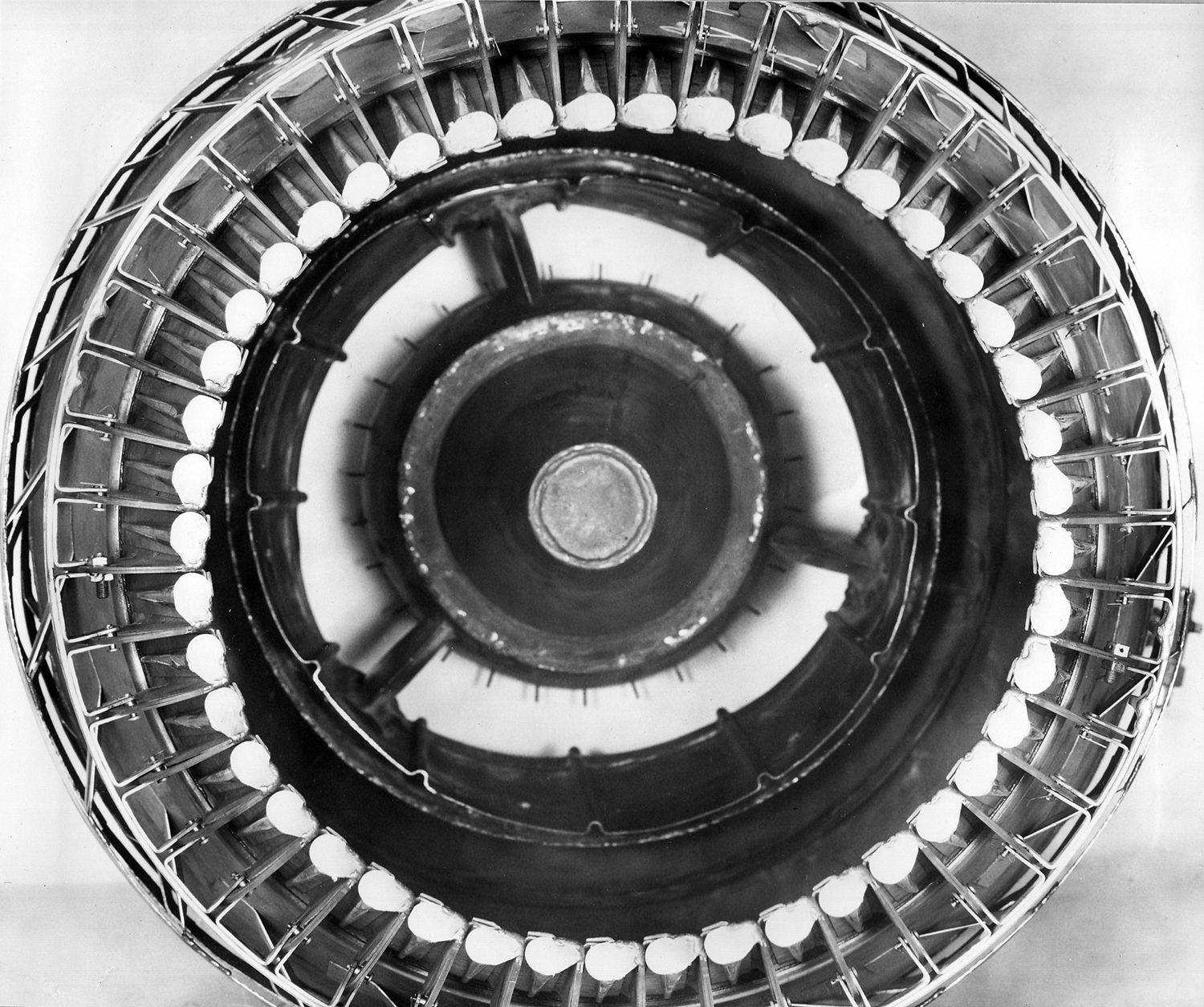
Fig. 3. Westinghouse Photo P40940. Variable AB Nozzle from Aft End, Nozzle in Closed Position. 5 May 1949. (Courtesy of the Hagley Museum and Library)
Fig. 4. Westinghouse Photo P40941. Open/Close Mechanism for Variable Nozzle. Attachment Points; Activation Cables Visible. Shroud Standoff Attachment Rings Below. 5 May 1949. (Courtesy of the Hagley Museum and Library)
10 July 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1263
Installation of both variable nozzles was completed. Ground testing of R/H engine began successfully over 3 runs (1.77 minutes duration total). Further adjustments of the fuel controls and nozzle area travel were still required to achieve optimum performance. The L/H AB was not operated due to a faulty fuel ejection in the hot streak ignition system. This was found to be the result of faulty wiring in the hot streak ignition fuel solenoid valve. Repair was in work status. The flexing and vibration of the ABs (fixed nozzles) was found to be causing cracks to develop at the rivet and spotweld attachments of the stainless steel fuselage skin between the speed brakes just aft of the R/H AB. Reinforcement patches were being put in place. The skin would be increased from 0.019" to 0.031" at the earliest convenient opportunity.
17 July 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1264
Preflight checkout and adjustment of both L/H and R/H ABs were completed. Several minor work items remained prior to flight tests beginning. Modifications were made to the AB fuel control to improve fuel metering during take-off and improvement of the operation of the temperature control circuit.
The low intake duct efficiencies of the XF‑88 and XF‑88A resulted in a reduction in fuel flow for operation at temperature redline during AB take-offs. The fixed nozzle tests proved that the AB fuel requirements at both take-off and altitude were difficult to meet with the AB pressure valve. The valve had to be almost completely open for take-off. A failure of the valve could result in a dangerous amount of fuel being supplied to the AB during take-off. The first change, in an effort to alleviate the situation, comprised an orifice and bleed valve installed in the compressor out pressure line to the pressure valve. The bleed valve was wired so that it would only open if the landing gear was down. The open valve caused a pressure drop across the orifice. This caused the compressor pressure differential sensed by the pressure valve to be reduced and effected a more suitable pressure valve fuel flow schedule for the take-off condition. One flight restriction as a result of this change was that the pilot had to shut off the ABs prior to retracting the landing gear. If not done, at the slow gear retraction airspeeds, excess fuel above the by-pass capabilities of the motor valve could be supplied when the fuel metering by the pressure valve returned to that for the true compressor outlet and inlet pressure differential.
In the second change, to eliminate the temperature differential caused by the differences in the readings of the two thermocouple circuits, the fuel control thermocouples were replaced with standard length units as used for temperature indication. Under test, however, no material improvement was observed. Moving forward, the four thermocouples for fuel control were eliminated and the output from the other six-thermocouple circuit was configured to be utilized for both temperature indication and fuel control by paralleling the circuits. One failure of a segment of the AB outer flame holder was experienced on the L/H engine during its initial run. Apparently, the failure initiated at the forward weld attachment of the flame holder segment to the flame divider. The damage was repaired and stainless-steel bolts and nuts were installed for reinforcement in both ABs. The total AB operating time that week was: L/H 2.8 minutes, R/H 2.0 minutes.
24 July 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1265
The XF‑88A made its first flight (526‑19) during the week with both ABs operating and in their final test configuration. The configuration was a variable area nozzle, Westinghouse hot streak ignition and the same basic fuel control system as used with the fixed nozzle AB. General AB operating knowledge was to be accumulated as the prime objective of the flight with adjustments made as indicated by the results obtained. The installed engines were J34‑WE‑22 model, WE020038 and WE020062. After various other changes including the installations of the variable area ABs, the airframe was re-ballasted and weighed. One segment of the L/H AB had to be repaired after damage occurred during the initial ground run. The ABs allowed not only two position operation, but could be adjusted in flight in the closed position to allow selection of the optimum nozzle area for varying flight conditions with the ABs inoperative.
Operation was made at 10,000 ft with the L/H and R/H ABs operating both individually and simultaneously. The L/H AB was used for take-off. Ignition and operation of the variable nozzle was satisfactory in all cases but the L/H unit fuel pressure output was just sufficient on take-off. It had been set to position the motor valve at 50% open to deliver excess fuel in static operation at the TOT redline. A malfunction was indicated as the previous tests had been satisfactory. The fuel control on the R/H AB was found be satisfactory, but the L/H unit demonstrated low fuel flow for both take-off and altitude operation and would require adjustments. The L/H AB would not operate at redline temperature and would require tests to determine the cause. The R/H AB operated correctly and the fuel control regulation was as required to deliver a constant tailpipe temperature of 600°C (15°C below redline). Ignition was practically instantaneous with actuation of the hot streak ignition. The variable nozzle operated correctly and without any issues. A time lag was noted between opening the nozzle and ignition onset, causing a drop in TOT. Conversely, a surge in TOT was noted on shutdown due to the nozzle closing. A noticeable increase in acceleration was felt by the pilot upon ignition of the ABs. All measured airframe temperatures were well below the maximum allowable. Ground installation and maintenance determined that the hydraulic fuse for the AB would pop if all of the air in the nozzle hydraulic system was not completely removed. Due to the difficult to access location of this fuse, a mechanical control was installed that allowed access from the exterior of the airplane for the purpose of resetting the fuse.
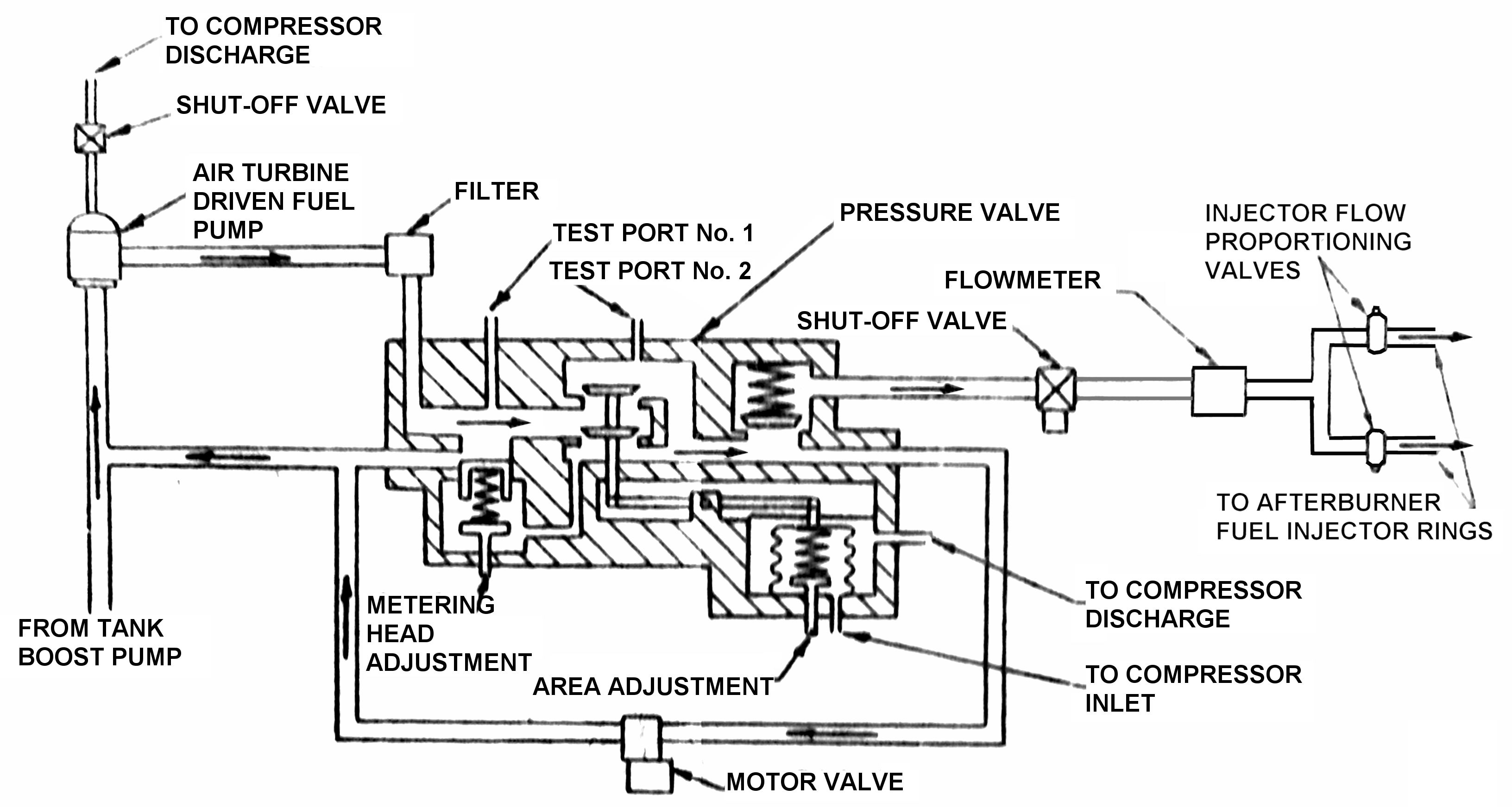
Fig. 5. XF‑88A AB Fuel System Schematic
31 July 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1266
Two test flights were done using the R/H AB only during the week. An unavailable temperature control amplifier was delaying the repair of the L/H AB assembly. Data was obtained during take-off and at 20,000, 25,000 and 30,000 feet. Unreliable TOT measure due to a short circuit in the thermocouple and the failure of the electronic amplifier in flight meant the data was inconclusive for the take-off and operation at 20,000 feet.
Operation at 25,000 and 30,000 ft was characterized by sluggish ignition, rough operation and an inability to operate at redline temperatures. At 30,000 ft, ignition was obtained only at 0.8 Mach number, the highest speed at which ignition was attempted. Overall AB operation tended to improve with increasing airspeeds. In general, the data indicated an inability to operate at the optimum fuel-air mixture as a result of too large a nozzle area for a given altitude. Severe compressor stall was experienced on AB shutdown. A restrictor would be placed in each AB hydraulic system to slow the nozzle operation speed to prevent such stalls. The L/H engine was removed for inspection of the engine mounts due to the engine stalls during that week’s flights. AB fuel nozzles were also cleaned out. Ignition at lower airspeeds required several applications of the hot streak system, but ignition was instantaneous at higher airspeeds.
4 August 1949: BuAer informed McD that they were not prepared to authorize further expenditure of any funds until after reviewing the results of the work authorized in May. This was regarding the trial installation of J34‑WE‑34 engines in the F2H‑1.
07 August 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1267
The XF‑88A was in work status all that week dealing with the issues and problems encountered in the previous flights. AB service items were also being performed.
Investigation of problems above 20,000 ft disclosed that the AB air driven fuel pump output was marginal at altitudes due to an excessive pressure drop in the air supply manifold to the pump from the engine compressor bleed ports. The supply manifold was being modified to provide increased air delivery to the pump. It was anticipated that a nozzle area adjustment would also be required for satisfactory AB performance at higher altitudes.
14 August 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1268 Four AB flights (526‑22 to 526‑25) were conducted during the week with the R/H AB operative. The L/H AB was still in repair during the week. The tests were investigating the AB fuel requirements at altitude and the optimum required nozzle area at those altitudes. Previous tests had shown than there was too large a nozzle area on the previous flights. Total flight time for the four flights was 2 hr 18 min but the AB operation time was not being tracked. Three nozzle sizes were investigated; the previous used 261 in² and alternate 245 in² and 230 in² areas. The size was adjusted on the ground before each flight. At each reduction step the maximum altitude at which the redline temperature could be attained was increased. At the smallest size tested, 27,000 ft was obtained with satisfactory AB operation. The downside was that the smaller the size, the thrust augmentation for take-off and lower altitudes was reduced considerably. The lower fuel flows in that situation supported the conclusion. A failure of the motor valve on the last flight caused the redline temperature to be exceeded during speed runs at 20,000 and 25,000 feet. The air manifold had been modified to take compressor bleed air from 4 compressor ports in lieu of the prior 3 ports. This improved the air driven fuel pump pressure. With the restrictors placed in the hydraulic pressure lines to the AB, opening and closing of the nozzle was now taking approximately 2 seconds versus the prior almost instantaneous action. The new actuation speed had the side effect of smoother and quicker ignition if the hot streak primer was actuated before the nozzle was fully open.
21 August 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1348
The testing objective for the week was to obtain the proper fuel flow for all altitudes and maximum thrust augmentation when using a variable nozzle afterburner. A fixed nozzle was used over a variety of nozzle areas and fuel flows indicated the range of turbine temperature was about 3,000 – 4,000 ft of altitude for the fixed area nozzles. When changing the nozzle areas and fuel flows, the range moved to a higher altitude. The fuel flows needed at altitude were greater than the present setting of the metering valve allowed and that the difference in altitudes was beyond the ability of the metering valve to control the required fuel flow.
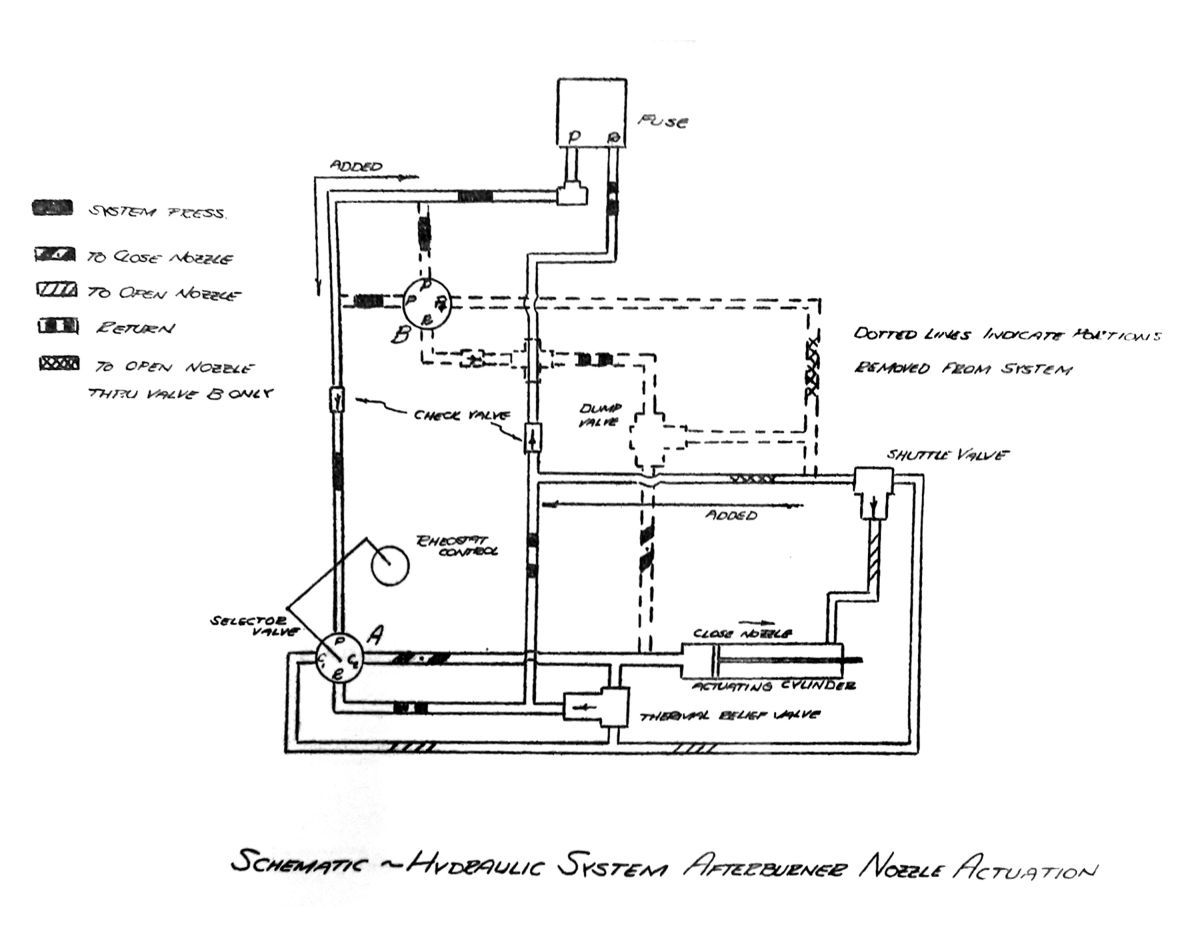
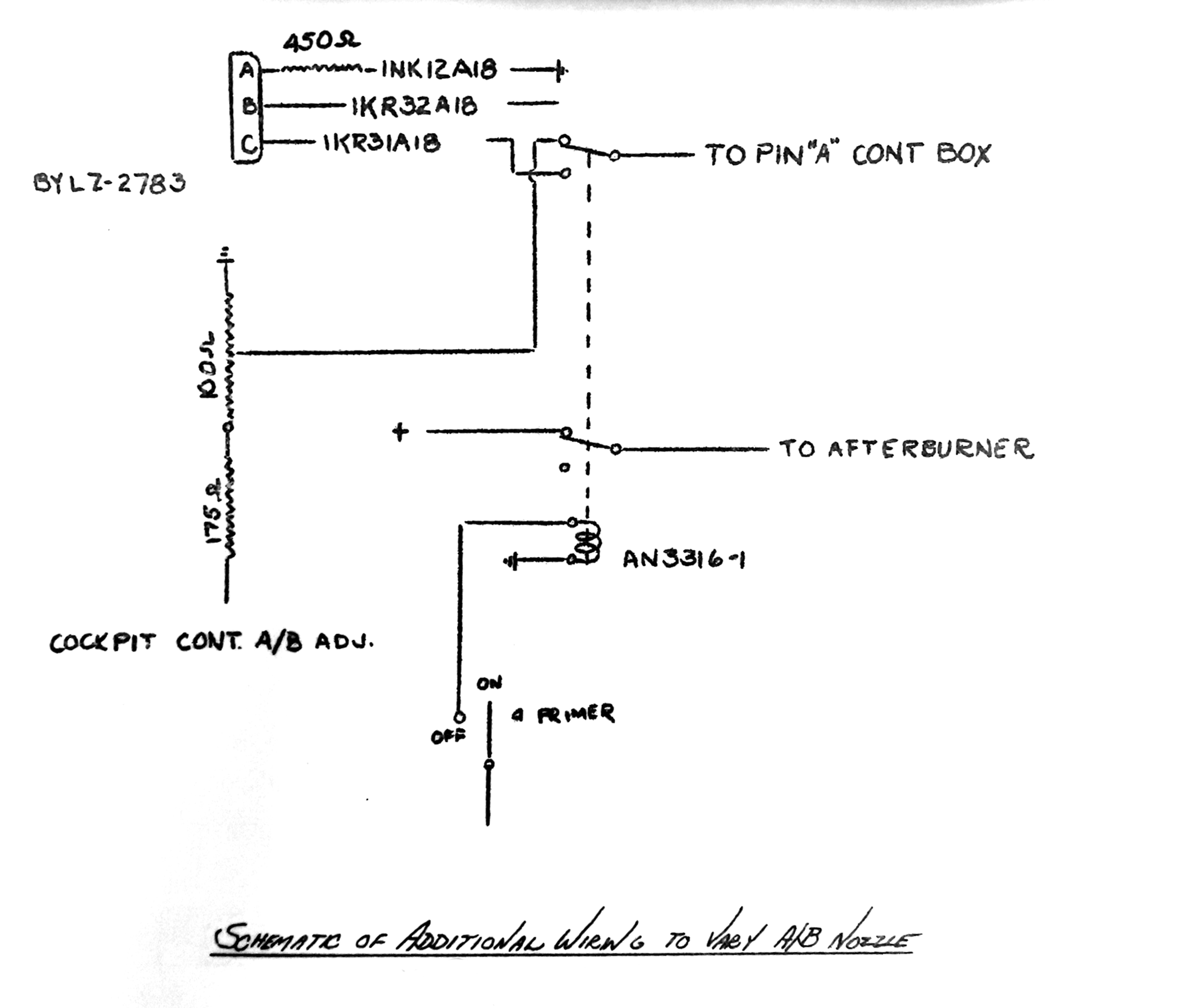
A better means of controlling the nozzle area was being provided. The existing nozzle control was having minor modifications made. To provide for nozzle variation, the valve that automatically opened the nozzle to the AB operation position was eliminated. All control of the nozzle was then through the rheostat controlling a hydraulic valve, the range of which was extended to include the AB nozzle area range. The feature of automatically opening the nozzle to a wider area when turning the AB on was retained but implemented in a different way. When the three-position switch was moved to the first position, a relay would be closed switching on the electrical control circuit from the normal nozzle control rheostat to an added rheostat which was to control the nozzle with the AB when operating. The resistance in this switched to circuit was set to allow the hydraulic valve to open to the afterburning position.
The new bleed air manifolds allowing four ports of air to be supplied to drive the air driven AB fuel pump were installed on both engines. For further tests, the AB nozzle area had to be made fully variable over a wide range to obtain a balance of reasonable thrust augmentation and smooth operation at higher altitudes. The nozzle control system was being modified to incorporate a fully variable functionality capability.
Fig. 6. Afterburner Nozzle Actuation Control Hydraulic System Schematic
Fig. 7. Additional Wiring to the Variable AB Nozzle
28 August 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1349
The updates to the AB system underway as of the last report were completed. The fuel system supply to each of the ABs was adjusted to 1,500 lb/hr at a compressor differential of approximately 10 psi and 7,000 lb/hr at 40 psi. It was intended to operate both ABs on future test flights. No flights were conducted during the reporting period.
4 September 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1350
The fuel supply for the ABs was adjusted to be 7,000 lb/hr at a compressor differential of 37 psi on the L/H engine and 34 psi on the R/H. The reason for the difference was not explained. (Note: The maintenance portion of the report states they were both set to 40 psi. The disagreement within the same report is not explained.) The ratio of fuel flow to the inner and outer burner rings was changed from 4:5 to 3:4.
Flight 526‑26 was made with the L/H AB operating for take-off. A run was made by making a partial let down from 17,000 to 15,000 ft pressure altitude. Both ABs were turned on simultaneously during the let down at 0.83 Mach number. The run lasted for approximately 3 minutes with instruments indicating that a Mach number of 0.935 (484 kt) had been reached. At that point a right engine overheat light came on and the run was terminated. (Apparently the pilot did not use the new variable nozzle control to adjust the nozzle at any point on this flight.)
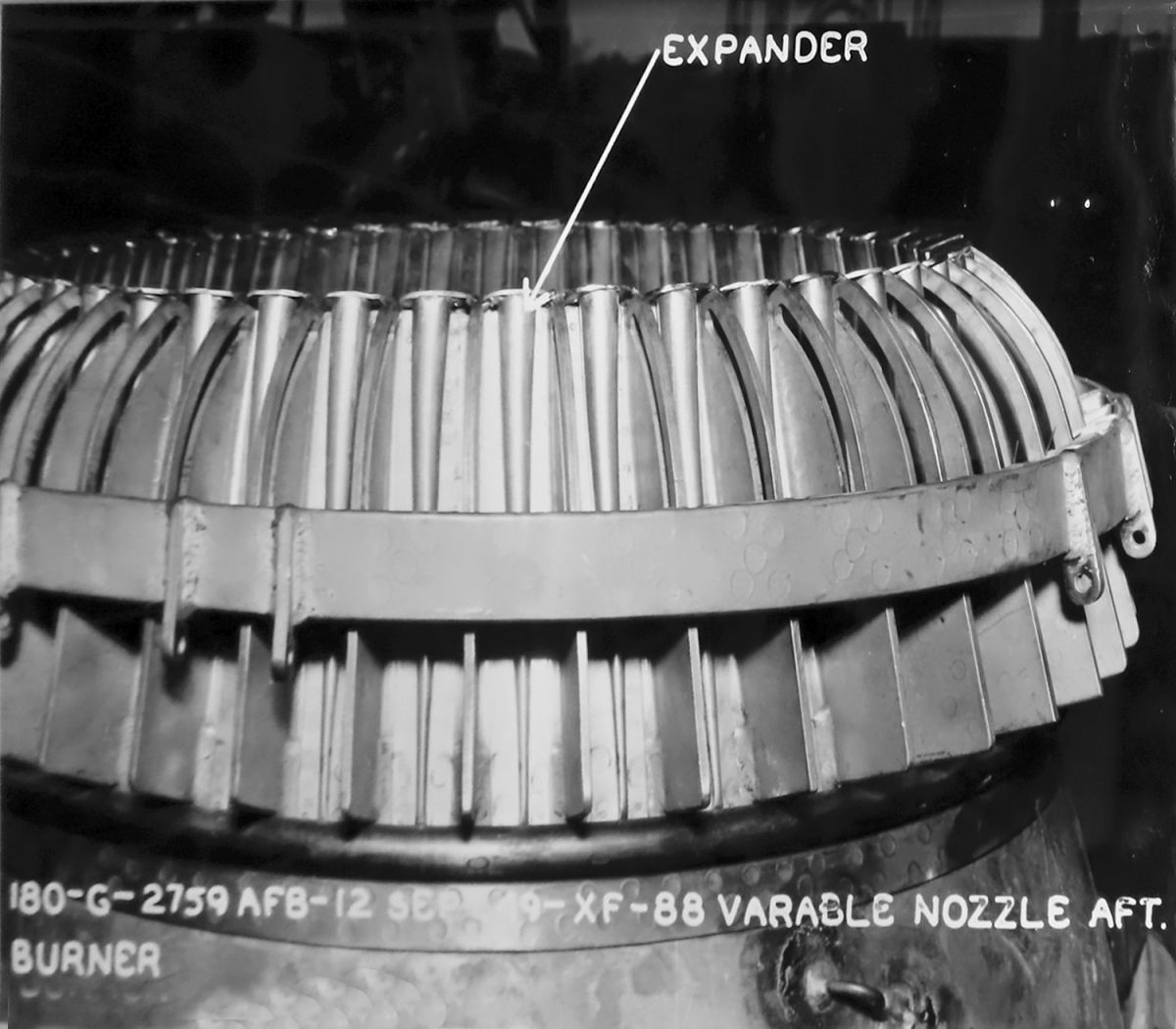
Fig. 8. XF‑88A AB Variable Nozzle
11 September 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1351
No flights made. Review of airframe temperatures reached on last flight showed an overtemp around the tail skid on the bottom of the tail. It was suspected this was caused by the thermocouple installation and the data was not accurate. This was revised and temperature monitoring would be continued in the future. Inspection of the ABs showed the R/H unit (No. 3) had five cracked nozzle expander units and the nozzle was removed for replacement. The L/H unit (No. 2) was found in excellent condition. The data for the prior flight was lost due to a photo panel camera failure. Also, the single AB data for the same flight was considered to be inaccurate because of lost motion in the AB nozzle position installation. The instrumentation was modified and the runs were planned to be repeated. Three pressure valve fuel flow schedules were to be tested and it was believed these would provide sufficient data on nozzle area and fuel flow requirements to set the AB for optimum performance at all airspeeds and altitudes.
12 September 1949: Afterburner Development for Westinghouse J34 Engine, Progress Report 15, 16 June to 15 August 1949 (Published 12 September 1949)
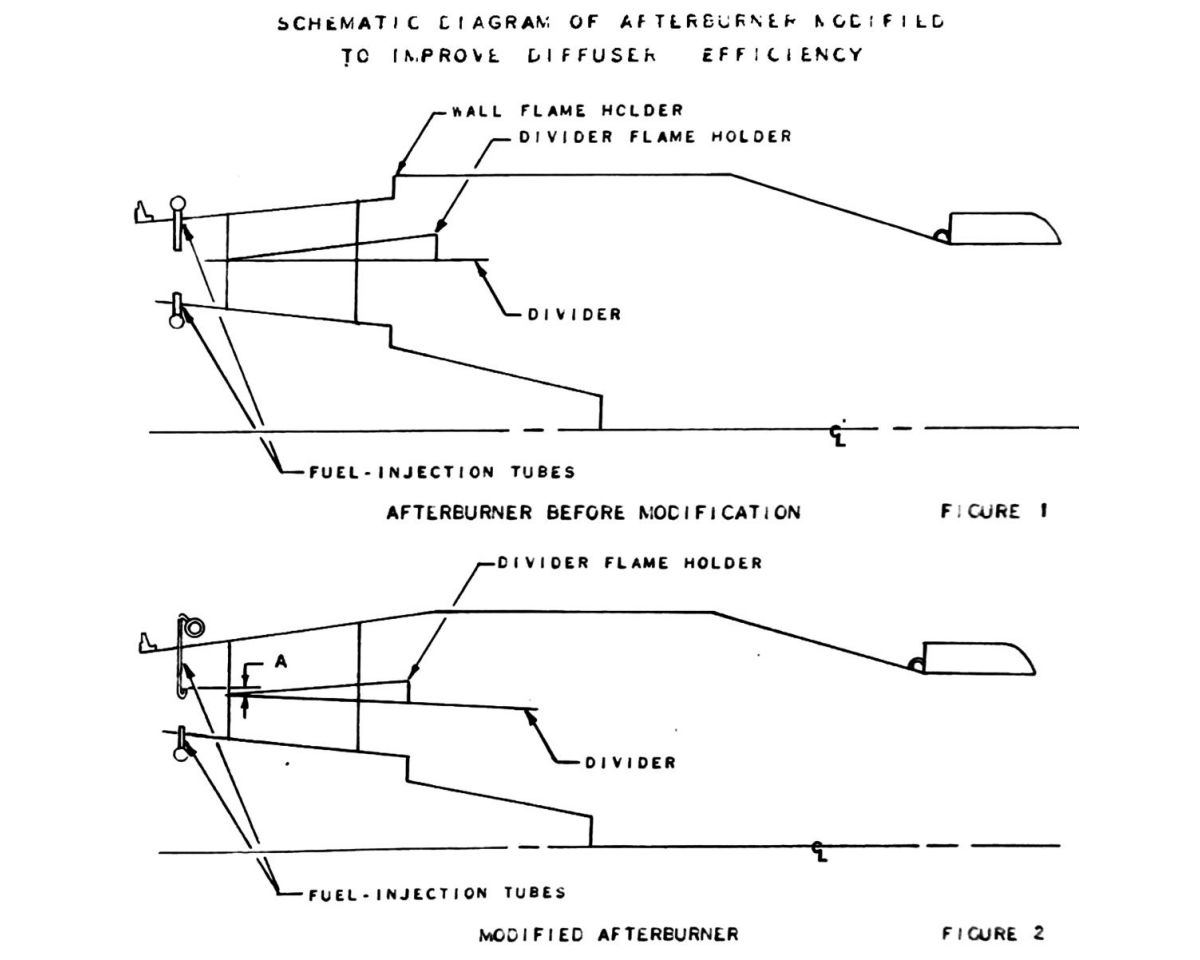
Modifications: Efficiency improvements were sought by modifying the AB to improve the radial temperature distribution through the placement of a flameholder in the diffuser divider. The flameholder was removed from the AB wall and the diffuser divider re-orientated. These were positioned to provide, through each of the two diffuser channels, smooth air flow proportional to the areas of the inner and divider flameholders respectively. A theoretical study had indicated that diffuser efficiency in terms of total pressure recovery would be improved using this new configuration. Efficiency Improvement Testing Results: Tests were done at Westinghouse with both the AB non-operational (dry) and operational (wet). Engine rpm, AB fuel/gas ratio, and exit-nozzle area were varied. The hot streak type of ignition was employed. Initial tests showed that thrust loss dry was equal to or less than the thrust loss incurred with any AB configuration previously tested. Overall efficiency of the modified AB was higher than before it was modified but lower than another AB that had not been so modified. Also, undesirable characteristics of high fuel flow at ignition and high noise level were encountered.
Fuel-Injection Modifications and Tests:
1. Fuel injection system changes were made by incorporation of splash plates and flat-plate baffles ahead of the fuel injection tubes to obtain improved atomization of the fuel. No appreciable improvement in overall efficiency was detected by use of these changes.
2. The system was then changed to incorporate U-shaped injection tubes that allowed the location of the outer fuel injection orifices to be adjusted. At first, the orifices were located so that the distance (see Fig. 9) of “A” in Figure 2 was 0.45 in. The AB would not ignite. The dimension was changed to 0.22 in. Ignition and smooth burning were obtained. The shape and length of the tubes did not permit further trimming before definite conclusions could be reached regarding the optimum orifice location. The tests did indicate the importance of the radial location of the fuel orifices. Further tests were planned for the next period using tubes designed to permit wider adjustment of the fuel injection location.
3. Inner and outer fuel injection fuel delivery ratios were investigated. A ratio in the range of 1.40 and 1.80 delivered peak AB efficiency.
4. Total engine-AB operating time dry was about 25 hours, with 2 hr 15 min wet. Typical AB runs varied from 3 to 5 min in length.
Flight Tests: Two ABs were installed in an F2H‑1 airplane. AB control system components, including the automatic fuel control system, a cockpit-controlled nozzle positioning system for both AB wet and dry operation, and a hot streak ignition system were fabricated, assembled and installed in the airplane. The necessary flight test photo-panel and cockpit instrumentation were also completed and installed. The necessary ground and flight tests were to be accomplished during the next reporting period.
Fig. 9. Testing AB Modification Schematics Related to Fuel-Injection Modifications 2 and 3
Fig. 10. McDonnell F2H‑1 BuNo. 122530 with McDonnell JA34‑MD‑17A Afterburners Installed for Flight Testing
15 September 1949: The BARR reported that ground testing at Westinghouse (Kansas) had been underway. Twenty-five hours of engine-AB testing had been successfully completed with 2 hr 15 min of AB operation. When the AB was operating in static sea level condition, total thrust produced was 4,480 lb with a 2.45% SFC increase. Inoperative, the thrust loss was 2.4% and SFC increase was 2.24%. Westinghouse was preparing a specification covering the J34 engine when equipped with a McD short AB.
Afterburners of similar configuration installed in an F‑88 at Muroc had 10 flights with one AB operating and two flights with both operating. Ground test results were not yet available. The flight operation speed range covered take-off to maximum level speed and altitudes up to 30,000 ft. (Note: This was the first mention of the Air Force program in the F‑88A using the McD ABs found in a BuAer record. How aware BuAer was of this up to this point in time is unknown.)
18 September 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1352
Flight 526‑27 was made using the L/H AB for takeoff. Single AB data were obtained on each unit at 25,000 ft and 0.8 Mach. Also, on the L/H AB at 15,000 ft and 0.8 Mach. At 25,000 ft the L/H unit required a reduced nozzle area (about halfway closed) before both fuel manifolds could be ignited. In all cases the L/H unit was rougher than the R/H. No difficulties were experienced in afterburning using the variable nozzle controls to obtain turbine out temperature red line values. On the L/H, the rpm was sensitive to any varying of the nozzle area and this was blamed on a faulty governor unit. Post flight inspection found that the R/H AB nozzle unison ring support had failed, causing sufficient damage to the nozzle section to require its replacement.
Fig. 11 XF‑88A Afterburner Unison Ring failure on Flight 526‑27
25 September 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1353
On flight 525‑29 a dual AB run was made at 35,000 ft to obtain engine data at maximum level flight Mach number. Since on the prior flight the AB could not be ignited at 35,000 ft. both ABs were ignited at 26,000 ft and 0.70 Mach and a climb made to 35,500 ft; a decent was then made to 35,000 ft. The maximum Mach number reached using a fuel/gas ratio of 0.044 was 0.924. With the completion of flights 28, 29, and 30 that week, the data collection at that flow rate was complete.
Data was obtained at 0.60 Mach in a single AB climb from 10,000 to 35,000 ft and at 0.80 Mach number in level flight with both ABs operating. During all runs the operation was smooth with little increase in vibration level above normal engine operation. Above 30,000 ft, the TOT became increasingly sensitive to nozzle area adjustment. That, coupled with the lag between the control rheostat and nozzle adjustment mechanism, resulted in over and under controlling occurring. One technique to ignite the AB at higher altitudes was found to be the adjustment of the nozzle area to minimum AB position, then light off and open the nozzle to that required for redline turbine temperature. This worked well on the L/H unit but when tried on the R/H unit, immediately after light-off the TOT rose rapidly accompanied by compressor stall. The throttle was retarded and the AB switched off. Two further attempts produced the same result. With the nozzle slightly open, two attempts were made but only one burner ring ignited. A dual AB climb to 25,000 ft was made and the ABs shut off to cool, then the climb resumed to 40,000 ft with smooth running. The L/H unit operated satisfactorily at 40,000 ft but the R/H unit lost combustion on one manifold at 39,000 ft.
For all 30 test flights made, total AB operating time accumulated was 1 hr 22 min ground and 2 hr 5 min in flight. Sixteen take-offs were made one of which was with both operating. Continuous operation for 5 minutes on a burner was accomplished 8 times.
2 October 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 135
Tests were begun with a fuel/gas ratio of 0.030 setting for the second series in the test program to obtain data to be used for programming an automatic control. The program was similar to the prior one that had used a fuel/gas ratio of 0.044. Ignition was now not as positive, especially at higher altitudes. Sustained burning could only be accomplished by lighting off when the turbine temperature was at limits and before the automatic nozzle area increase to AB position had affected the temperature. After ignition immediate opening adjustment of the area was necessary to prevent exceeding the turbine temperature limit. Combustion on both burner rings could not always be sustained at higher altitudes, although a successful ignition was obtained at 35,000 ft. AB burning was consistently rougher at that fuel/gas ratio. At that altitude balanced cycle was maintained at the smallest nozzle area available for afterburning, indicating that 35,000 ft was the highest altitude at which balanced cycle could be obtained with that fuel flow vs. the 40,000 ft obtained with the prior fuel/gas ratio.
It was reported that some longitudinal trim effects were noted with the ABs operating. There was an increase in static longitudinal stability which varied with fuel flow and altitude. At a constant Mach number the effect increased with decrease in altitude and had been more pronounced with the higher prior fuel/gas ratio.
9 October 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1355
Tests were begun with a fuel/air ratio of 0.034, results showing a definite improvement over the performance at 0.030 at low altitudes. Operation was considerably smoother, ignition more positive and the airframe vibrations associated with low altitude dual AB operation at high Mach numbers did not occur. The lower fuel flows at the tested ratio had a measurable impact on the climb aircraft rates. Problems were experienced with high altitude flameouts due to the brief lowering of the TOT to 600°C during a manual adjustment on the L/H engine and the malfunctioning of the R‑46 governor. Relights at 35,000 of both engines required multiple attempts.
16 October 1949: Muroc Weekly Summary Progress Report of XF‑88 & XF‑88A Report No. 1356
The last tests using a 0.034 fuel/air ratio were completed over the course of 5 flights of 25-38 minutes duration each. During flights 37-39, a high frequency audible vibration occurred beginning at 435 kt and in subsequent flights at 480 kt and ceasing at 500 kt with the ABs dry or wet. The vibration appeared to come from the R/H engine, but changing the governor on this engine made no difference in the start, end point or severity of the vibration.
In the prior week, one flight at 15,000 ft had as its intent the obtaining of data from which the thrust augmentation being provided by the AB could be calculated. The method used was to set up a speed in level flight with the engines only. Then, one AB was turned on and the dry engine throttled to maintain a constant airspeed. The difference in thrust from the throttled engine was essentially that of the AB which was maintaining the speed. This test was rerun at 10,000 ft on flight 38. (The page of the report containing the data reported for this test was not found.)
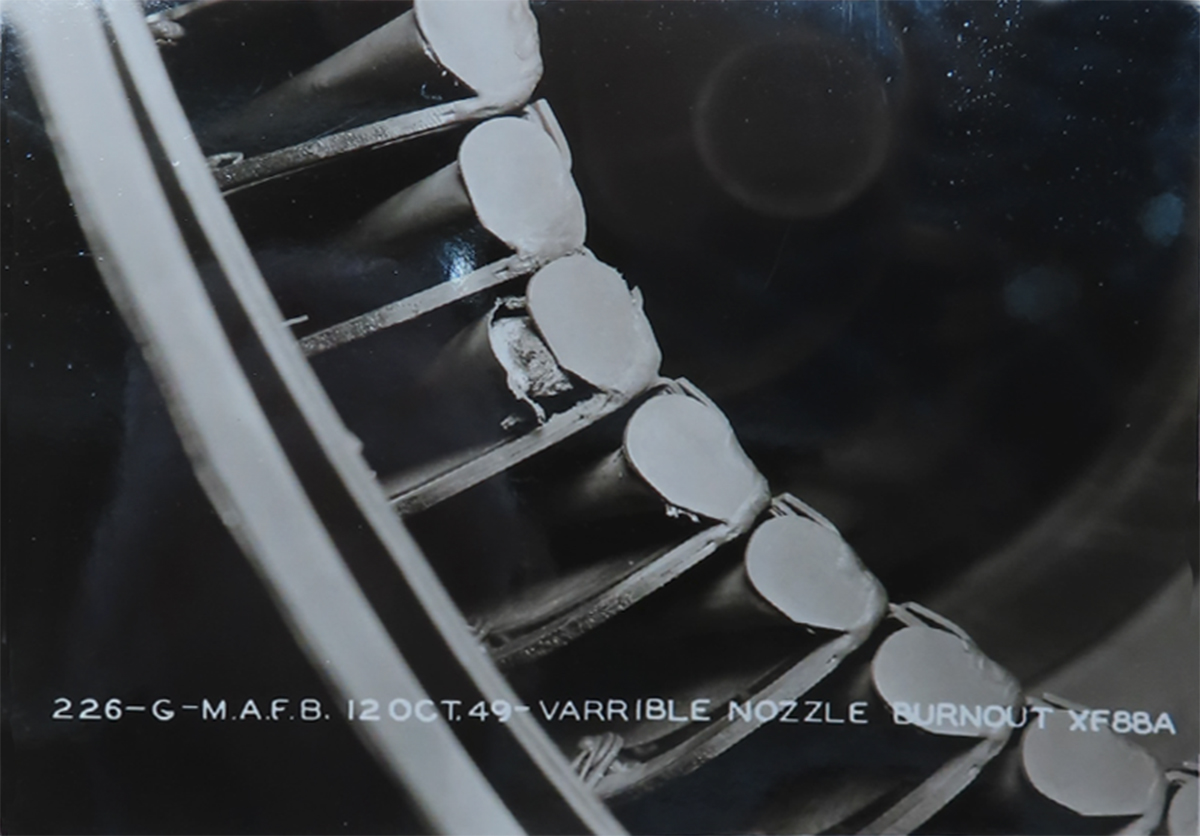
During the flight 526‑40 post-flight AB inspections, one of the segments and a separator on the R/H AB was found to have been partially burned through. The failed components were in the wake of the TOT pressure rake. The rake apparently was causing a hot spot on the nozzle as indicated by discoloration of the metal directly behind it. The plan was to remove the rake before the next flight.
Fig. 12. AB No. 3 Failure of a Nozzle Segment
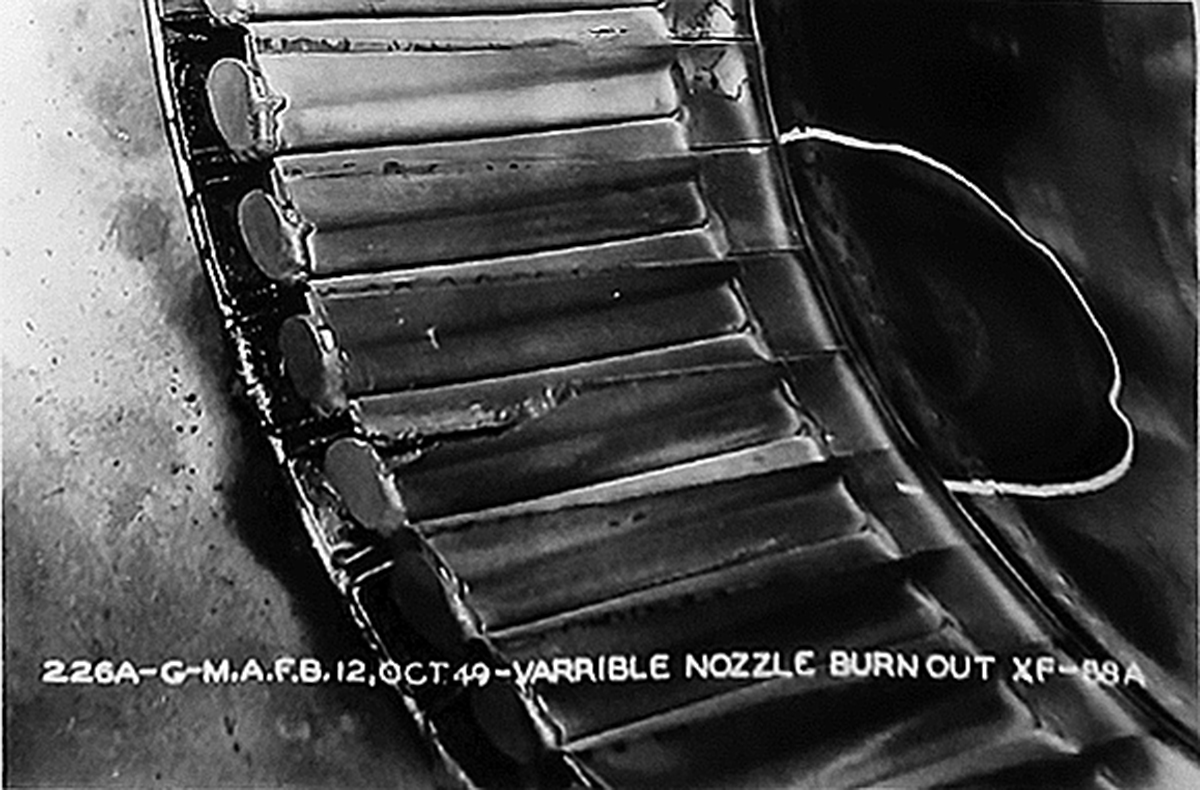
Fig. 13. Material Discoloration Behind the Pressure Rake
[End Part 3d of the Early US Navy Afterburner Development Efforts – McDonnell Aircraft Corporation]