Wright J-4A Endurance Tests
Compiled by Kimble D. McCutcheon
Published 3 Jun 2024
Wright J-4 |
Wright J-3 endurance testing identified weakness in its cylinder design. In a further development of the original Lawrance J-1, the J-3, J-4, J-4A and J-4B all made incremental improvements, which led to the J-5 cylinder, a completely new design. This article is another example of the cut-and-try development methodology used with early engines. The fuel additive benzol figures prominently in this article. Benzol is a crude form of benzene, containing toluene, xylene, and other hydrocarbons, obtained from coal tar or coal gas and used as a fuel. In the days before tetraethyl lead, benzol was added to straight-run domestic aviation gasoline to improve its knock resistance.
This article was compiled from U.S. Navy BuAer Report No. AEL-141 dated 15 Aug 1926, part of U.S. National Archives at College Park, Maryland Record Group 72 Entry 95 Box 7. Excerpts from an earlier article on the Wright J-5 were also used. |
Background
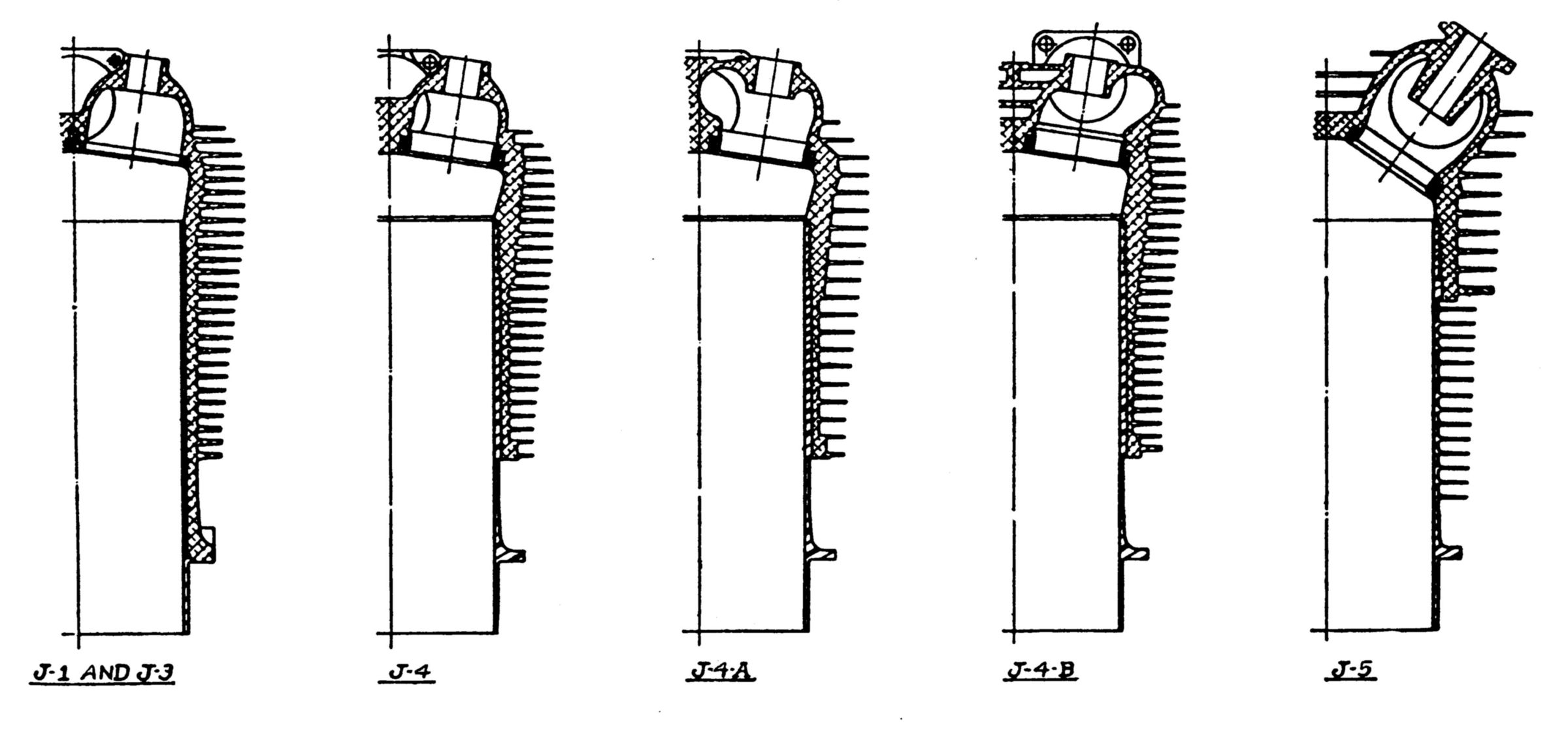
Lawrance J-1 and Wright J-3 cylinders were aluminum castings with integral cooling fins, cast-in spectacle-shaped bronze valve seats, and shrunk-in steel liners. The cylinders were attached to the crankcase via studs passing through a flange at the base of the aluminum cylinder muff. This construction was chosen because it was less costly than machining cooling fins on the steel cylinder, but was to prove troublesome in service; the cast-in parts came loose, the shrunk-in cylinder liner did not dissipate heat well to the aluminum muff surrounding it, and the aluminum hold-down flange often broke. Each cylinder featured two valves with a 17° included angle, and the exhaust valve was mercury-cooled in early engines. Sealing the mercury-cooled exhaust valves proved so difficult that this valve cooling technique was eventually abandoned.
The J-4 cylinder eliminated the troublesome cast-in valve seats, replacing them with seats that were shrunk-in and rolled into place. The aluminum cylinder hold-down flange was replaced with one integral to the steel cylinder barrel that was now screwed into the aluminum muff. The head and muff still retained all cooling fins. A new piston design was instituted. This updated engine, released in 1924, was called the “Whirlwind”.
The J-4A model was in some respects a step backwards. Attention to weight reduction resulted in fewer, wider-spaced fins, which created heat dissipation and fuel consumption problems.
The J-4B cylinder had greatly increased fin area, separated valve ports with space for airflow between the valves, and relocated front spark plug. This improved cooling, and substantially improved fuel consumption and durability. Although the J-4B had been extremely successful, its fuel consumption still did not compete with the best liquid-cooled engines.
The J-5 introduced a completely new cylinder designed by Sam Heron. This cylinder featured fins machined on the steel barrel, with only the upper 1.75" screwed and shrunk into the aluminum head. The valves were placed at a 70° included angle versus the 17° angle of previous cylinder designs; this provided room for fins and airflow to cool the exhaust port and valve. The tulip type valves were machined from tungsten steel. The hollow exhaust valve stem was partially filled with a sodium/potassium salt mixture to assist in cooling. Each valve was held to its aluminum-bronze shrunk-in seat by three concentric helical springs. The combustion chamber was hemispherical, with spark plugs located at the front and rear. These cylinder changes provided much better cooling (particularly of the exhaust valve) and much better breathing, resulting in improved fuel consumption.
Rocker arms and push rods were completely enclosed for the first time in any U.S-made air-cooled engine. Casting technology still did not allow the rocker boxes to be cast with the head. Rocker arm lubrication was accomplished using grease fittings. The Charles Lindbergh engine had specially built spring-loaded grease reservoirs that allowed around forty hours of continuous running without manual greasing of the fittings.
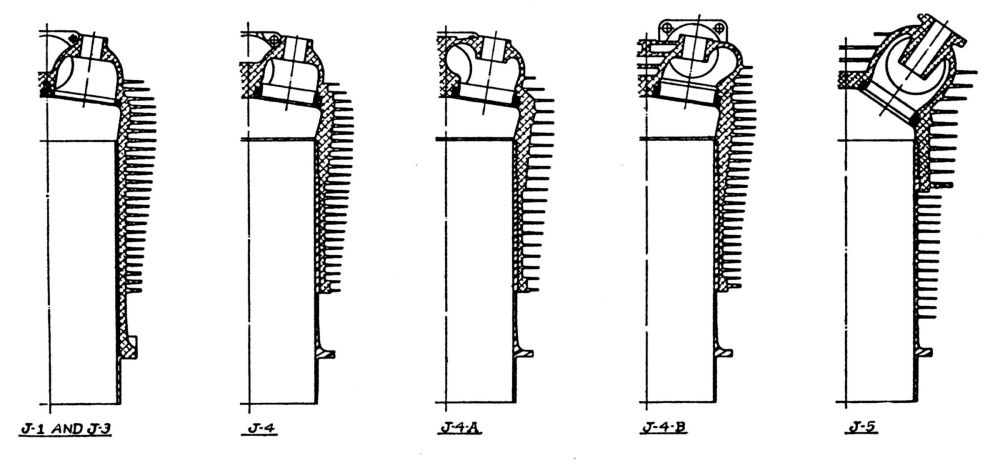 |
| Wright J-series Cylinder Development. Sections are through the exhaust valve ports. |
Object
This test occurred between 3 Sep 1925 and 12 Apr 1926 for the dual purpose of proving the modified Wright master connecting rod design with which J-4A engines were equipped, and investigating the Model J-4A engine performance under various conditions.
Resume
The engine used in this test was the first Wright J-4A delivered on contract No. 63429. The J-4A had heavier connecting rods and larger piston pins than did the J-4 and a different type of cam and cam support. Two endurance runs, consisting for the greater part of 90% full throttle operation but including sudden and severe changes in operating conditions, were made on the torque stand to determine the serviceability of the new connecting rods. Tests, for determining complete engine characteristics and percentage of benzol required with domestic aviation gasoline (hereinafter D.A.G.) for satisfactory full throttle operation, were conducted with the engine coupled up to an electric cradle dynamometer.
The principal results obtained in these tests follow:
- Connecting rods were in perfect condition after 117 hours of endurance testing and 114 hours of dynamometer tests.
- The engine developed 173 hp at 1,644 rpm with D.A.G. versus 192.5 hp at corresponding speed using 60%; benzol.
- Three cylinders failed, by burning, in 12 hours using 0 to 20% benzol-D.A.G. blend and two in 112 hours, 51 minutes using 20 to 60% benzol.
- Using 60% benzol, the engine developed 200 hp at 1,800 rpm with best specific fuel consumption of 0.574 lb/hp/hr against guaranteed values at corresponding speed using D.A.G. of 200 hp and 0.580 lbhp/hr.
The first endurance run terminated at the end of 33 hrs,16 min due to a thrust bearing failure, which may have been caused by dirty oil.
Conclusions
The results of these tests warranted the following conclusions:
- A 37.5% benzol–D.A.G. blend was required for satisfactory full-throttle operation at sea level.
- The guaranteed power and fuel consumption could not be obtained without using a blended fuel.
- The cylinders burned out if the engine was operated at full throttle at sea level with D.A.G. refined from Eastern crude.
- The connecting rods and connecting rod bearings were satisfactory.
- The drag that developed in some roller bearings during the first endurance run was probably caused by the failure of the thrust bearing.
- The spark plugs were insufficiently cooled.
- The poor acceleration encountered at times was attributed to erratic fuel flow through the economizer jets.
- Uniflow lubricators improved rocker support pin lubrication of the when using the old type rocker arms and also the ball and socket end when using the latest type rocker arms.
Recommendations
- Improve the cylinder cooling.
- Modify the carburetor to eliminate erratic action.
- Reduce chances of cylinder burning when operating with D.A.G. on the ground by limiting maximum throttle opening to 66% whenever possible.
Description
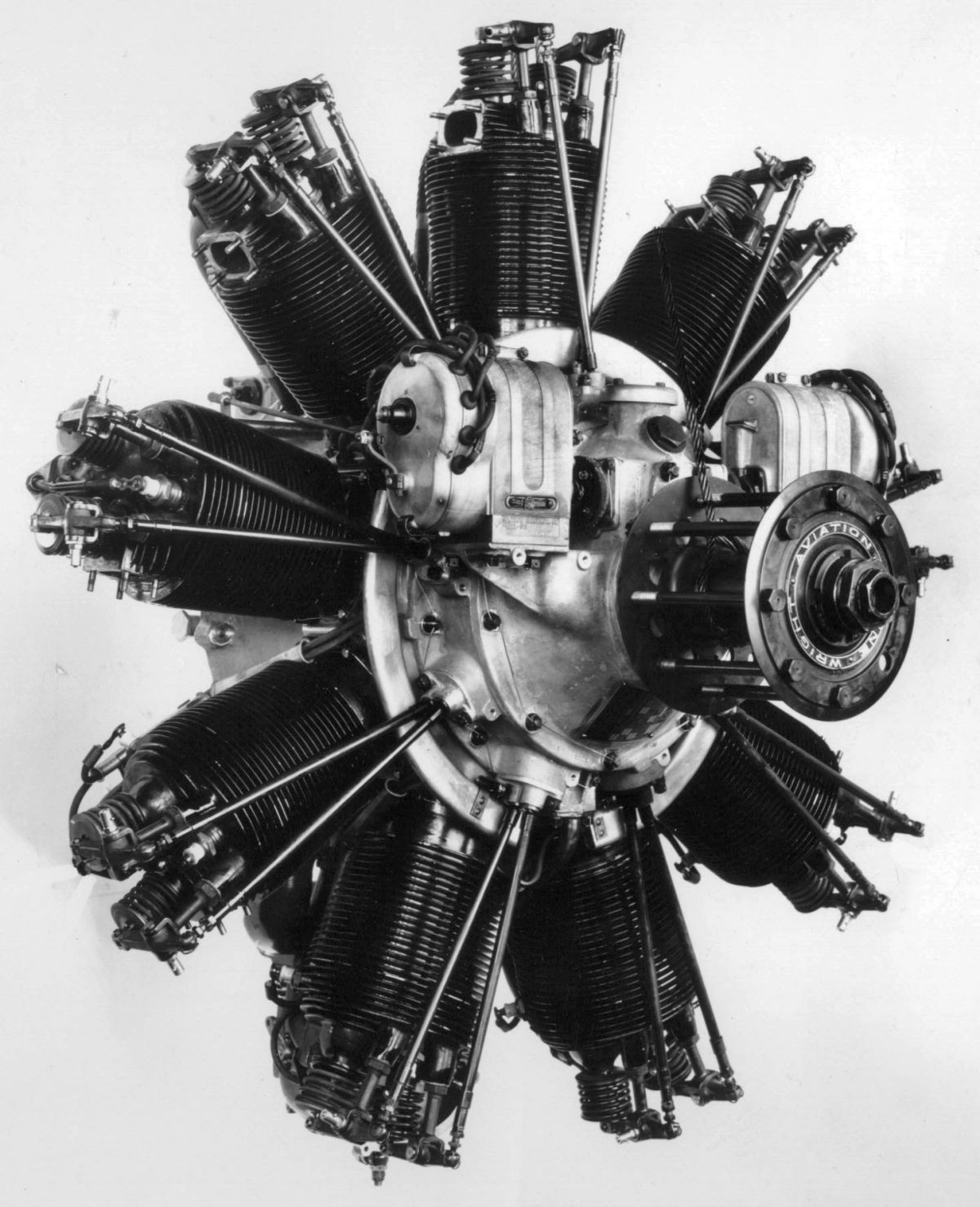
The Model Wright J-4A engine was a modified J-4 air-cooled 9-cylinder fixed radial rated 200 hp at 1,800 rpm. The bore was 4.500" (114.3 mm), the stroke 5.500" (139.7 mm), the displacement 787.26 in³ (12.90 l), and the No 1 cylinder compression ratio 5.05 to 1. It was received from the Wright Aeronautical Corporation, Paterson, New Jersey, on 27 Aug 1925. Its Mfg. No. was 6773 and its Navy No. was 10770. Dry weight was 515.5 lb (279.64 kg), which included an Inertia Starter (42.5 lb, 19.3 kg), a Viking Fuel Pump (2.4 lb, 1.1 kg), two Scintilla AG-9D magnetos (30.3 lb, 13.7 kg), a Propeller Hub Assembly (12.9 lb, 5.9 kg), and a Strombretg type NA-W5G Carburetor (10.0 lb, .5 kg).
When testing was complete the engine was retained at Aeronautical Engine Laboratory, Naval Aircraft Factory, Navy Yard, Philadelphia, Pennsylvania, for use in spark plug testing.
Remarks
- Total running time on engine, as received, was 9 hours.
- Ignition was furnished by two type AG-9D Scintilla magnetos.
- An oil pressure of 50 psi was maintained by a gear pump running at crankshaft speed.
- A Viking pump also operating at crankshaft speed supplied fuel to the carburetor.
The Stromberg NA-U5G carburetor that came with the engine was replaced by a new NA-U5G carburetor supplied by the Stromberg Co. for use in this test. Examination of the old and new carburetors showed the following settings:
| Carburetor | Jets | Idle | Venturi | Well Bore | Main | Float Level* |
| | Main |
Econo-
mizer |
Air
Bleed | | Upper | Lower | Air
Bleed | D.A.G.† | 60%
Benzol |
|---|
| Old #3039931 | #43 | #45 | #49 | 1.75" | #12 | #14 | #53 | 1.5156" | 1.5938" |
| New #3069577 | #44 | #46 | #50 | 1.75" | #12 | #14 | #53 | 1.5625" | 1.6250" |
*Below float bowl parting surface.
†D.A.G. = Domestic Aviation Gasoline |
The major changes made in the J-4 to develop the J-4A were:
- Lighter cylinders with fewer fins. Cylinder cooling was not well understood at the time. Presumably, fewer fins would allow more air to flow past the fins; they guessed wrong.
- Larger piston pins and new pistons to overcome wear and piston pin boss cracking
- Heavier master connecting rod
- The solid steel J-4 cam of was replaced by a built-up cam with a duralumin hub, mounted directly on the crankshaft instead of in the crankcase.
The Test Series
Initial Test
The engine it was mounted on a torque stand preparatory to a 50-hr endurance test. The inertia starter that came with the engine could not be used due to interference with the stand and was therefore replaced with a hand starter from a J-3 engine. The NA-U5G carburetor was replaced by a special Stromberg NA-U5G. In all tests the carburetor was used without a scoop and was mounted with the air entrance to the rear. A four bladed propeller capable of absorbing about 200 hp at 1,800 rpm was used. The ignition timing was changed to give a maximum advance of 35° on both magnetos for use principally in tests to determine economy obtainable with a number of different spark plugs.
A full-throttle run was made with the altitude control set full rich using A.C. type 83-R spark plugs, D.A.G. and a number of different spark advances to determine best full throttle performance. This was followed by a series of mixture ratio runs at part and full throttle with D.A.G. using various spark advances and several different spark plug types. The fuel was changed to 20% benzol after 9 hrs, 4 min when the No. 6 cylinder burned and was replaced. Burning of No. 9 cylinder after 11 hours, 31 minutes total time resulted in using a Liberty 12 to furnishing extra air blast. All cylinders were replaced after a total running time of 12 hours when No. 7 cylinder burned.
First Endurance Test
At this time it was decided to postpone the spark plug economy tests and to complete a 50-hour endurance run on the modified master connecting rod. Preliminary runs were made using 60% benzol to determine the best combination of spark advance and air velocity for the test. A spark advance of 20° and the air velocity obtained with the Liberty engine running at 1,200 rpm were chosen and the run made with 60% benzol. Except for 1.5 hr full throttle operation after each warming up, the runs were made at 90% full power with full rich mixture control setting and at each half-hour period the throttle was rapidly closed and opened to determine the effect of sudden deceleration and acceleration on the rods. Champion R-1-V plugs were used in order to eliminate any possibility of preignition from plugs. The No. 6 cylinder was examined for burning approximately every 10 hours. The air blast from the Liberty engine was not used after the first 10 hours because the cylinders showed no signs of burning. The test terminated at the end of 33 hr, 16 min due to thrust bearing failure.
During this test, outlet oil temperature was not allowed to exceed 135°F. Readings were taken at half-hour intervals. Temperatures on No. 1 cylinder head and both spark plug shells were measured by means of calibrated iron constantan thermocouples. Cylinder head thermocouple were located in the top of the lathe center boss. Other temperature measurements were made with mercurial stem thermometers. The air speed was measured in knots with a pitot type meter located about 7 feet behind the engine and between No. 1 and No. 2 cylinders at about 2 feet from the engine axis. Torque load was measured by means of a mercury dash pot scale. Fuel flow and oil flow were determined by timing the flow of a definite quantity with a stop watch. A stop watch was also used to time acceleration and deceleration. The speed of the engine was measured with a positive revolution counter.
Second Endurance Test
After inspection and necessary overhaul, the engine was remounted on the torque stand for a second 50-hour run similar in all respects to the initial run without the Liberty engine air blast except that the oil was changed at the end of 15.5 hrs. In the first test the oil was not changed during the entire run. This run was made, using an entire set of new bearings, to obtain additional running on the modified master connecting rod and also to find out if, by changing oil, the drag which had developed in practically all ball and roller bearings on the first run could be avoided. A propeller load run followed upon completion of the 50 hours. The No. 1 cylinder temperature thermocouple was peened into the thin head section behind the top plug instead of the location used during the first test.
After the second overhaul and inspection, the engine was coupled to an electric dynamometer for tests to determine engine characteristics and percentage of benzol required for satisfactory operation. A centrifugal blower furnished the cooling air, which was directed by a tunnel to the engine located at the exit end.
The spark plug economy runs, which were first undertaken at the beginning of the initial endurance test and then postponed, were made at this time. During these runs the engine was operated at 1,400 rpm (about 75% full throttle) using D.A.G.. This investigation was conducted under Project No. 1231 (Spark Plug Economy) and will therefore not be further dealt with here.
The characteristic runs were made with 60% benzol and consisted of full throttle performance from 1,800 to 2,000 rpm including friction and 1,800 rpm propeller load. Data were obtained in both cases using full rich and best altitude control settings. Friction was obtained at a number of time intervals after cutting off ignition with air blast and throttle unchanged. The desired value at zero time interval was obtained from a curve extended to zero time.
Benzol runs were all made at full throttle (1,800 rpm) with full rich altitude control setting using 60%, 37.5%, 32.5%, 30% and 27.5%. benzol with D.A.G.. Thirty-minute runs were made to allow time for the cylinder head temperatures to become settled.
Uniflow lubricators with several different grades of grease were used on five valve rocker arms during some of the dynamometer tests. Each cylinder head had a thermocouple in the load and final endurance runs. The maximum cooling air velocity at different points around the engine was measured at the beginning of these tests, using a pitot tube and mechanical manometer. During the tests, the air blast, which was always the maximum, was measured at one point in the duct using a pitot tube and calibrated water filled manometer. Torque load was measured by a beam scale after an unsuccessful attempt had been made to get consistent readings using an old type mercury scale. B.G. 1XA spark plugs were used. The spark advance was 35°. The outlet oil temperature was maintained constant at 135°F. Oil and fuel flow were measured with a stop watch as on the endurance runs. The instruments used in these tests were calibrated and a correction was applied when their error exceeded 1%.
Following the dynamometer tests the engine was removed from the stand to be checked for wear and to undergo a third overhaul. Before tear down, grease was forced into most rocker arms to determine the distribution in the old type rockers used on this engine and having a grease channel open to both ends. Examination was made at both ends of the rocker with push rods in and with push rods out. The cylinders were tested for leakage through the valves using gasoline. In checking for wear, all bearings were examined for excessive friction and signs of creeping. The engine was reassembled with special cylinders for use on a test of miniature type spark plugs.
The total time on the uniflow lubricators at the time of final overhaul was 84 hours, 16 minutes. Examination of the rocker pins at this time showed that the five used with lubricators were well-coated with grease over their entire length while the remaining 13 pins were quite dry having only a few small spots coated. It was also noted that the cupped ends of the rockers in every case, including those used with lubricators, were dry while the opposite ends with the rollers were well greased. The rockers used on this engine were of the old type having a grease channel open to both ends. Measurement of the pins failed to show any difference in amount of wear with and without lubricators. One exhaust and seven intake valves showed slight leakage and were re-ground.
Examination after the second endurance run showed, in case of the ball and roller bearings, no signs of excessive friction and only a little wear on the outer race of a few indicating slight creeping and, in case of the thrust bearing cover plate, but slight increase in wear over that which was found after the first endurance run. The hand starter worm wheel showed no appreciable wear. One piston head was cracked. All but three valves leaked and were re-ground.
Final inspection after additional dynamometer running of 113 hours, 41 minutes showed all bearings to be free from drag and signs of creeping as before. Only a negligible amount of sediment was found in the oil strainers.
Analysis
Results obtained during preliminary runs on the torque stand using straight D.A.G. and blended with 30% benzol showed that, when allowing at least 8 minutes for temperatures to settle, the engine developed 173 hp at 1,644 rpm with 25° advance using D.A.G. and 204 hp at 1,757 rpm with corresponding advance using 60% bonzol. This 113 rpm difference, according to the full power curve, was equivalent to about 11.5 hp and, if applied, results in a corrected power output for 60%. benzol at 1,644 rpm of 192.5 hp. The power obtained with unblended D.A.G. was therefore but 90% of that obtainable with 60% benzol.
At 1,800 rpm using different benzol–D.A.G. blends on the dynamometer, all cylinders except No. 1, which was erratic, showed an increase in head temperature when using less than 37.5% benzol. This cylinder temperature increase radiation loss exhibited an accompanying power loss. The minimum benzol percentage required for satisfactory operation, as indicated by both power output and cylinder temperature, was therefore 37.5%.
Guaranteed J-4A power output, fuel consumption and oil consumption using D.A.G. was 200 hp, 0.6 lb/hp/hr, 0.025 lb/hp/hr. The highest oil consumption on this test, obtained during the second endurance run, averaged 0.017 lb/hp/hrfor 50 hours, or 32% lower than the guaranteed value. Power output and specific fuel consumption obtained with 60% benzol was 200 hp and 0.574 lb/hp/hr, or 4% better than the guaranteed value.
Three cylinder failures, which always occurred by burning through the head, happened during 12 hours at the start of the endurance test, using unblended D.A.G. and D.A.G. blended with 20% benzol. Seven failed in 112 hours, 51 minutes on the dynamometer test, using 20% to 60% benzol. Of these seven, five occurred with used cylinders that had been removed at the end of the 12 hour period just mentioned. It was possible that with minimum benzol percentage limited to 37.5%, the cylinder life would have been satisfactory.
The modified master connecting rod completed the test with over 231 hours without replacement or appreciable wear. Due to its remarkable performance in this test, the modified master connecting rod used in the J-4A engines was considered suitable for general operation.
All frictionless bearings were replaced after running 62 hours, 5 minutes, due to excessive drag having developed, while only one SKF roller main bearing was replaced after additional running of 178 hours, 9 minutes, due to destruction necessitated to obtain information on another test. That excessive drag in the bearings at the time of the first overhaul caused the creeping, signs of which were shorn on the race and in the housing, seems quite evident from the results of the 2nd and 3rd overhaul in which there was little drag or creeping. The absence of excessive friction in the bearings at the last two overhauls cannot be attributed to cleaner oil since the oil was only changed twice during the second period of 64 hours, 28 minutes, and not at all during the last period of 113 hours, 41 minutes. Reason for the drag might, however, be caused by injury resulting from failure of the thrust bearing which could not be made to repeat after the first period.
Starting trouble was experienced when the ambient temperature was near freezing and about 44°F. The first instance was not overcome until the following day after the room containing the engine had been kept heated all night. The second instance was overcome by applying steam externally to the cylinders.
The average Champion R-1-V spark plug shell temperature at full throttle was 400°F. for the side plug and 324°F. for the top plug. These plugs in a single Liberty cylinder undergoing severe detonation showed a maximum shell temperature of 317°F. Spark plugs in the J-4A engine ran about 26°F hotter than under severe detonation in the single cylinder Liberty.
Rocker pins with the Uniflow lubricators the were well coated with grease while those without were not. Results also show that, with the old type rocker (having grease channel open to both ends) used in this test, lubrication of the cupped end of the rocker was equally poor with or without lubricator and that as a result, excessive wear occurs at this end. With the latest type rocker having no channel to the roller end, the use of the Uniflow lubricator also improved lubrication of the ball which might in time mean less wear and result in longer life for the rocker arms.
Full throttle dynamometer performance testing during 1,800 rpm propeller load run at the finish of the second endurance run, showed that the economizer jet, which was controlled by the throttle, was inactive only from 900 to 1,600 rpm. Acceleration was good on the first endurance test and very poor during the second endurance test. The average hourly fuel flow during the second endurance test was 15 lb, or 11% below that of the first endurance test. A comparison of the results in dynamometer runs 2 and 3 showed further discrepancies in full throttle hourly fuel flow. Results obtained on the propeller load at 1,507 rpm, where economizer jet was inactive, during endurance runs showed 71 lb/hr fuel flow for the second endurance test as against 67 lb/hr for the first endurance test. Discrepancies in hourly fuel flow at full throttle where the economizer jet was active and where the economizer jet was inactive indicates that the economizer jet functions erratically. Any trouble in the economizer jet would also affect the running from idling to 900 rpm and very likely caused the poor acceleration during the second endurance test. The carburetor remained in adjustment as received from the manufacturer during this entire test. Carburetor air temperature, which was lower during the second endurance test than during the first, did not materially alter the fuel flow.
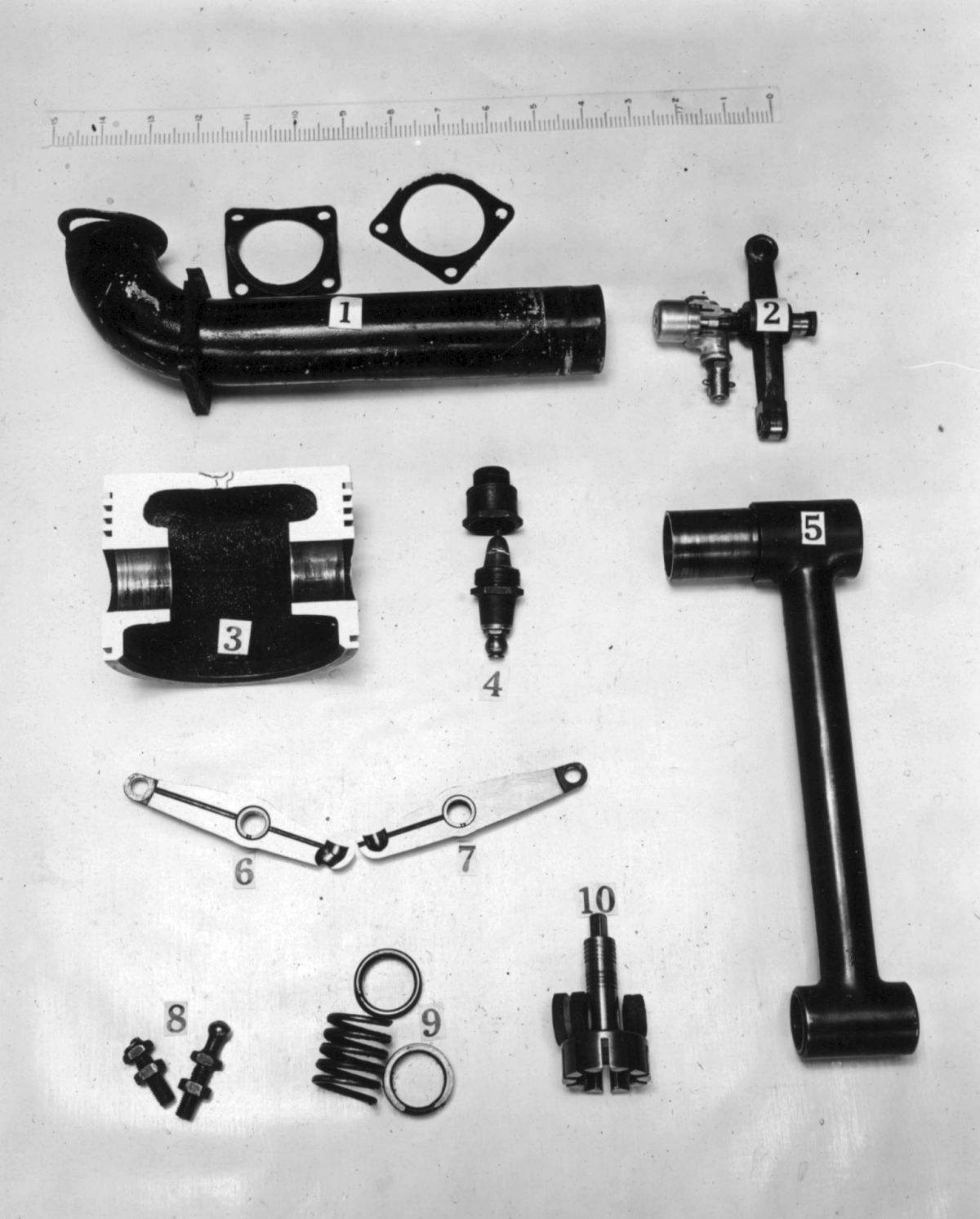
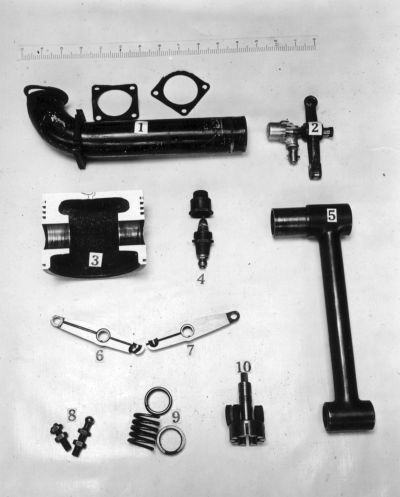
Wright J-4A Components
 |
 |
 |
| (1) J-4 Master Connecting Rod; (2) J-4A Master Connecting Rod |
(1) Intake Pipe Showing Worn Gasket and Cracked Flange
(2) Valve Rocker Pin Assembly Showing Uniflow Lubricator Attached
(3) Sectioned Piston Showing Crack in Head
(4) B.G. 1XA Spark Plug Showing Mica Failure
(5) Link Connecting Rod Showing Loose Wrist Pin Bushing
(6) Used, Old and (7) New, Latest Rocker Arms Sectioned to Show Modifications in Grease Channel and Wear at Ball End on (6)
(8) Worn Push Rod Upper Ball Ends
(9) Broken Exhaust Valve Inner Spring
(10) Worn Fuel Pump Gear |
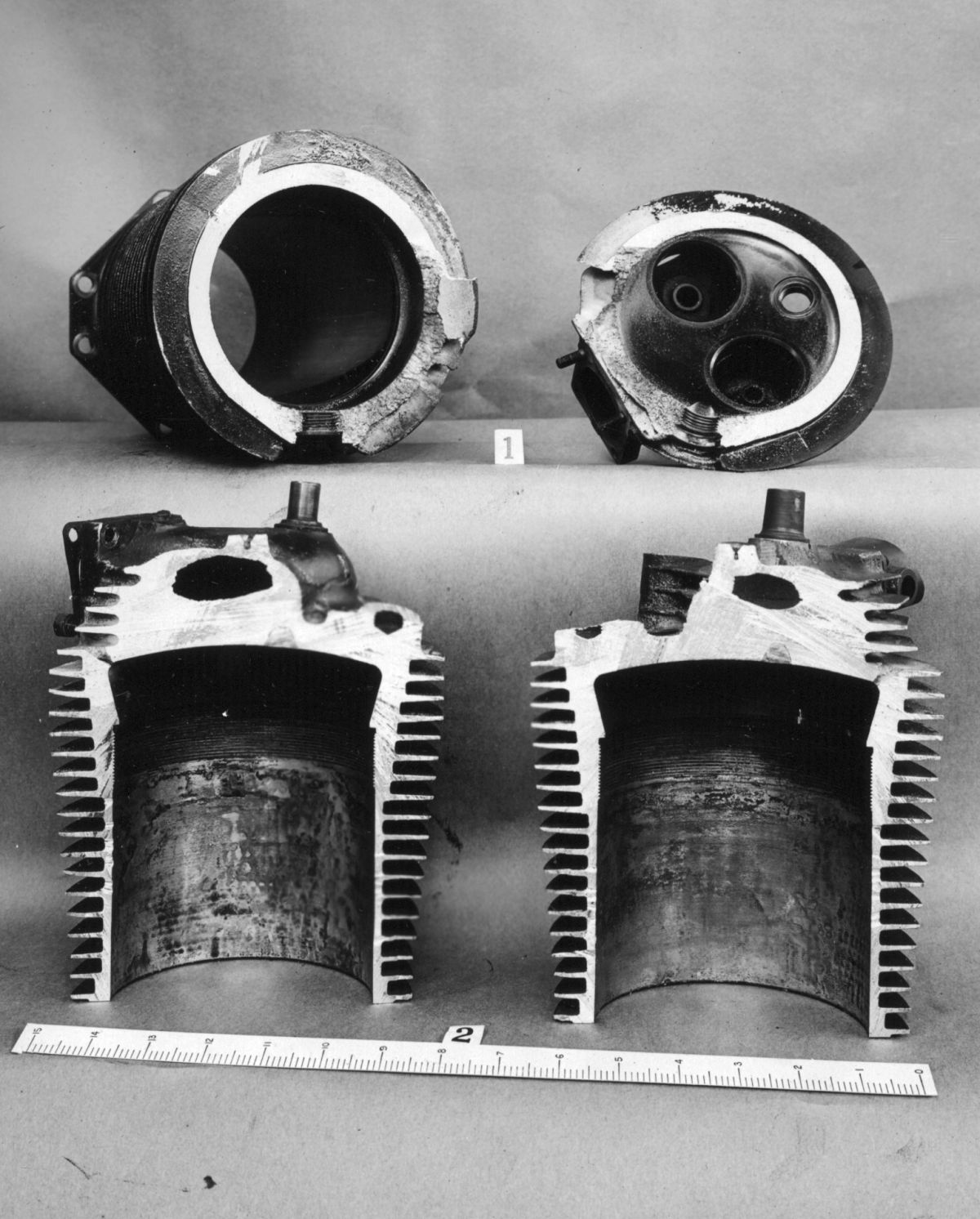
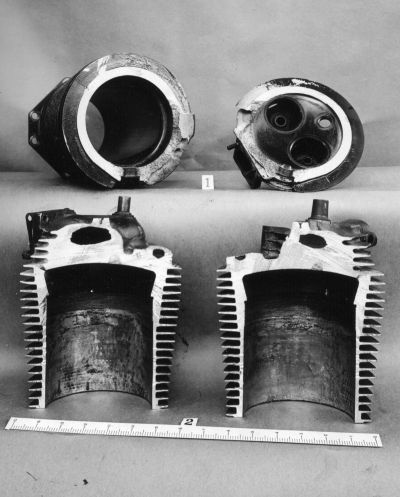
Burning on J-4A Cylinders
(1) Cylinder with Head Sawed Off through the Burned Section
(2) Cylinder Cut Axially Through Point Where Burning Started |