Wright J-3
This article highlights the cut-and-try methodology of most early engine tests. It was compiled from U.S. Navy BuAer Report No. AEL-139 dated 24 Jul 1926, from U.S. National Archives Record Group 72 Entry No. 95 Box 6.
Wright J-3 50-hr Test
Compiled by Kimble D. McCutcheon
Published 2 Jun 2024 Revised 2 Jun 2024
Wright J-3 |
Charles Lanier Lawrance (30 Sep 1882 – 24 June 1950) was responsible for the first successful American fixed radial engine, of which he delivered three Lawrance J-1 9-cylinder air-cooled engines to the U.S. Navy in May 1921. The Wright J-3 was a refinement of the J-1. Lawrance had difficulties with J-1 development and stepping up to the demands of a 50-engine order. Navy Commander E. E Wilson essentially forced the merger of The Lawrance Aero Engine Company and the Wright Aeronautical Corporation (15 May 1923) in order to assure a reliable source for 200-hp-class engines for the Navy. Wright retained the basic J-1 design but strengthened the crankshaft, connecting rods and crankcase. The cylinder was improved by bronze spark plug bushings, harder bronze valve seats, and increasing the thickness of metal in the combustion chamber. The three carburetors were replaced with a single one (presumably eliminating carburetor synchronization problems), and other minor changes were made to the lubrication system. Wright also brought order to Lawrance's chaotic manufacturing operation. This new engine, which appeared in 1923, was the Wright J-3. Further refinements to the series, based upon field experience, centered on improving cylinder cooling and durability, as well as the fuel consumption. This article highlights the cut-and-try methodology of most early engine tests. It was compiled from U.S. Navy BuAer Report No. AEL-139 dated 24 Jul 1926, from U.S. National Archives Record Group 72 Entry No. 95 Box 6. |
Object
This test was to obtain performance characteristics and demonstrate the durability of the Wright J-3, a 9-cylinder air-cooled static radial.
Resume
A Wright J-3 engine, No. 6323, was used on an open air torque stand with a four bladed propeller to absorb the power and furnish cooling. It was found to give full-throttle rated power for only a minute or two, after which a gradual loss of power occurred due to overheating. Burnt cylinder heads and depressed piston heads resulted when too much overheating was allowed. This overheating could be reduced somewhat by the use of three NA-D4 carburetors from a Wright J-1 instead of the NA-U6 carburetor. It could be further reduced by the use of the J-1 spark advance setting, and could be avoided entirely by richening the mixture sufficiently with but a small sacrifice in maximum power.
It was difficult to get cylinder No. 1 to fire at speeds under 1,000 rpm without making the mixture too rich for some other cylinder(s) to fire. Exhaust flame colors and exhaust temperatures indicated a poor mixture distribution, particularly at low speeds and with a cool engine. A carburetor manifold without a baffle and a heated carburetor manifold were tried in an effort to improve distribution, without success. As an immediate remedy for the overheating at fall power, development was started on a special carburetor to give a rich mixture at wide open throttle and a leaner mixture at lower speeds, which gave fair economy below 1,600 rpm.
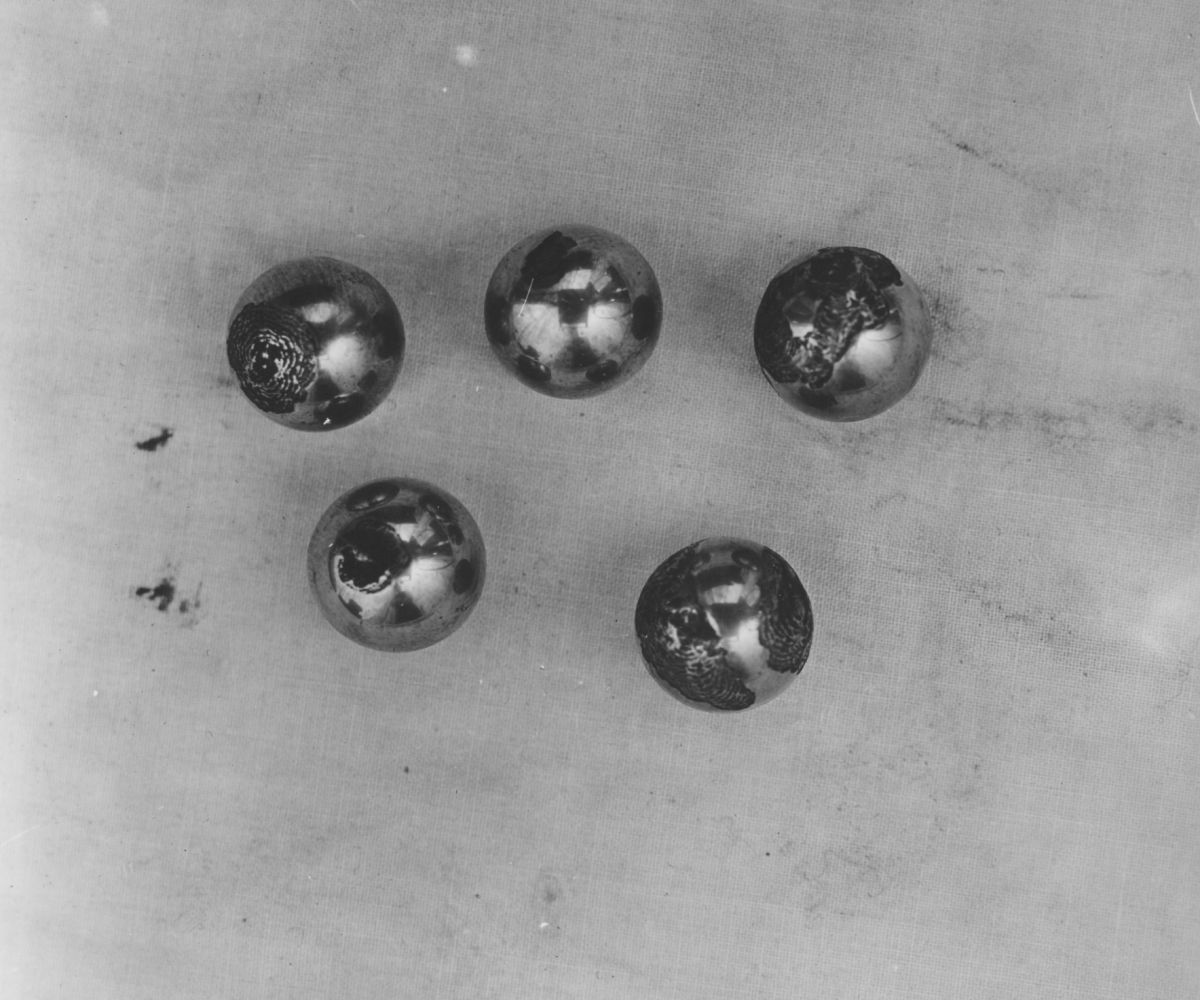
The main bearings were found to have several balls with chipped surfaces and badly worn races after 143 hours of running, about 66 hours of which was at wide open throttle. After failure of cork packing on intake pipes, graphite packing was satisfactorily used. Accessory performance was very good with the following exceptions: the hand starter began failing to catch due to a chipped worm when the-friction spring had become too weak to prevent the worm from sliding in against the gear; the Splitdorf magnetos had one failure due to loosening of the distributor gear screws.
The test was discontinued before all the engine characteristics were fully determined.
Observations
Recommendations
 |
 |
 |
 |
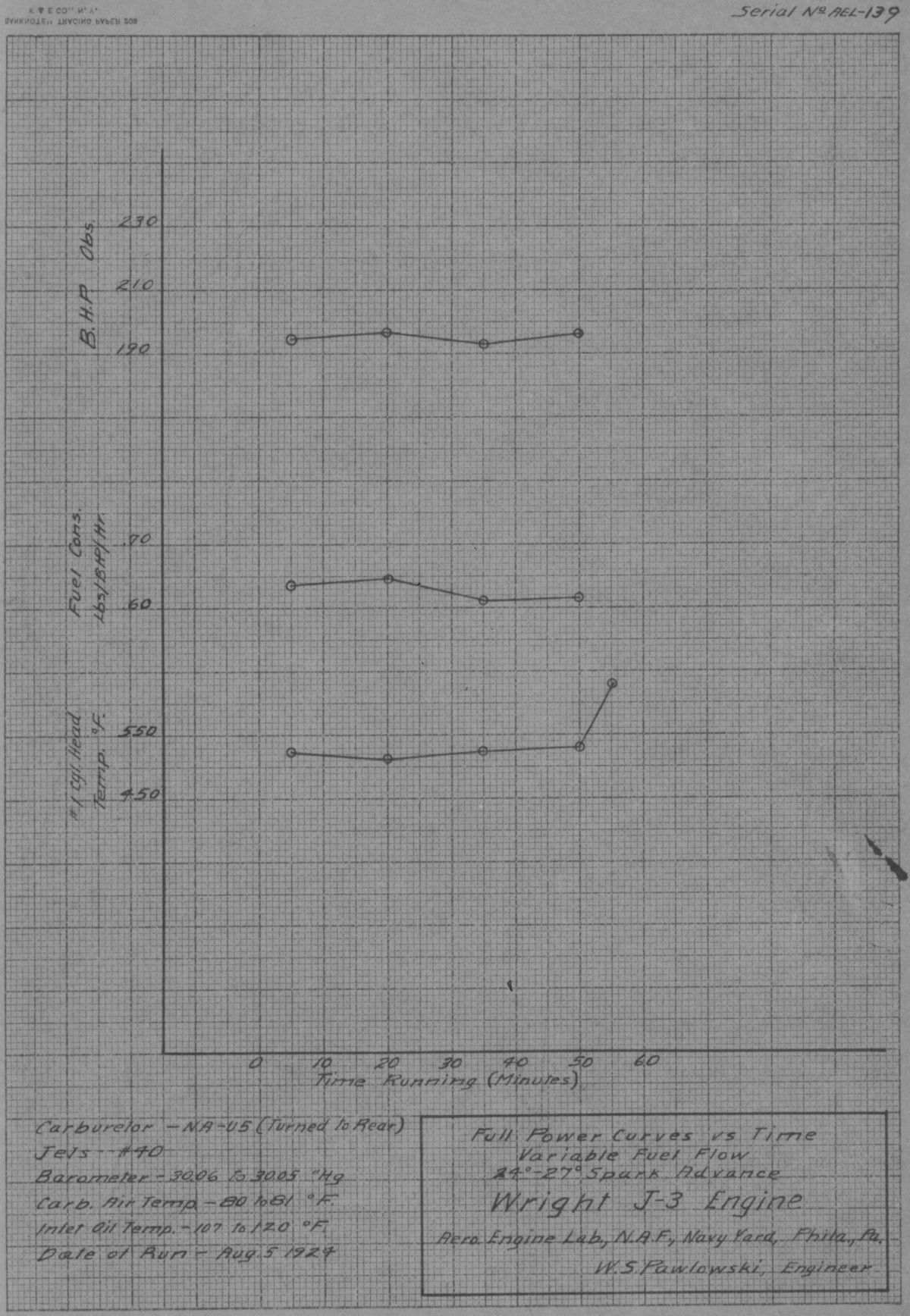
| J-3 Curves | Main bearing balls show chipped surfaces. Running time was 143 hrs 88 minutes, of which 6 hrs 18 min was at full throttle. | Main bearing races show wear and pits. Running time was 143 hrs 38 min, of which 66 hrs 18 min was at full throttle. | Cylinder No. 1 exhaust valve shows burnt head. Running time was 188 hrs 56 min, of which 94 hrs 39 min was at full throttle. Cylinder No. 4 exhaust valve showing broken tip. Running time 197 hrs 2 min, of which 100 hrs 44 min was at full throttle. |
 |
 |
 |
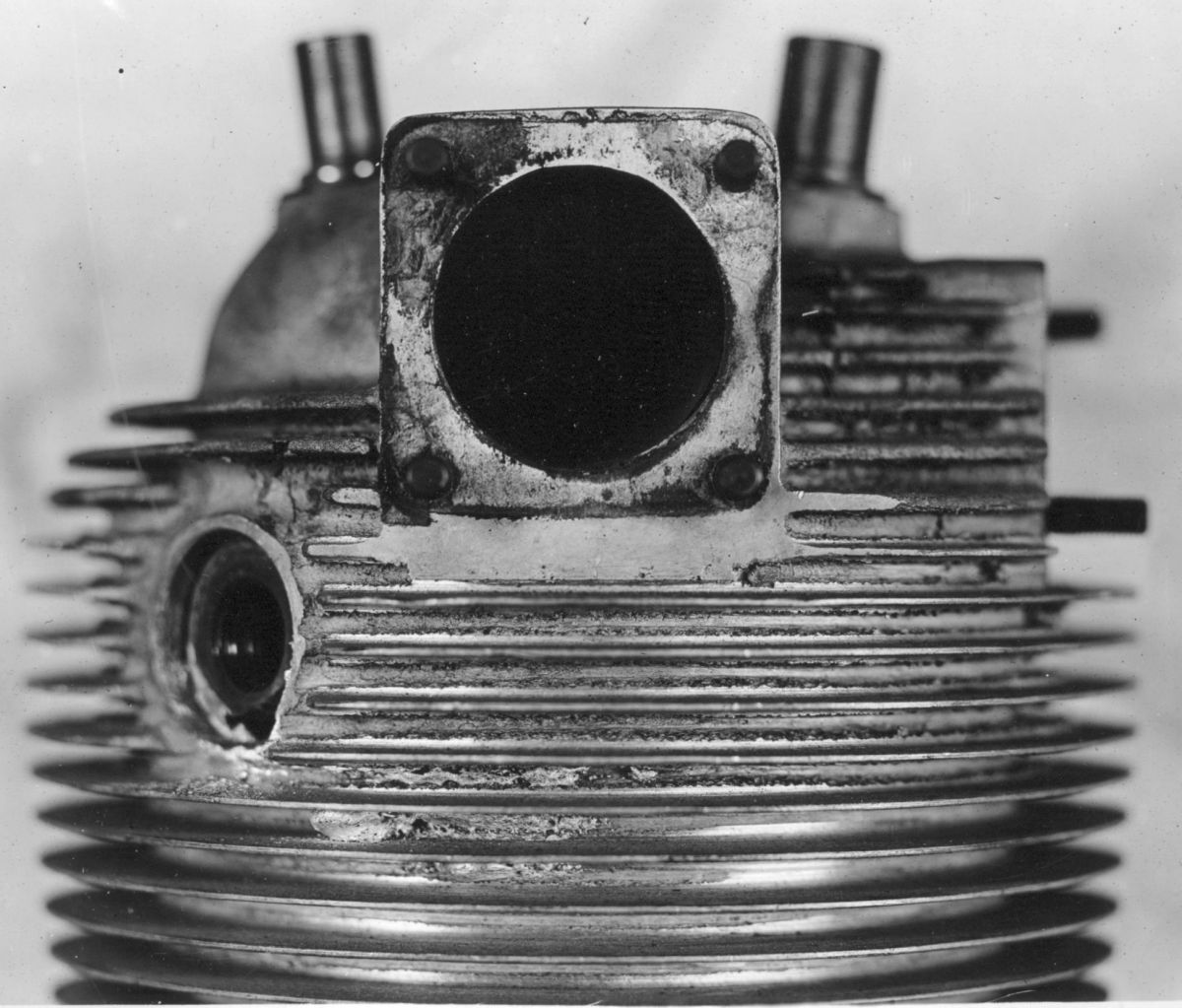 |
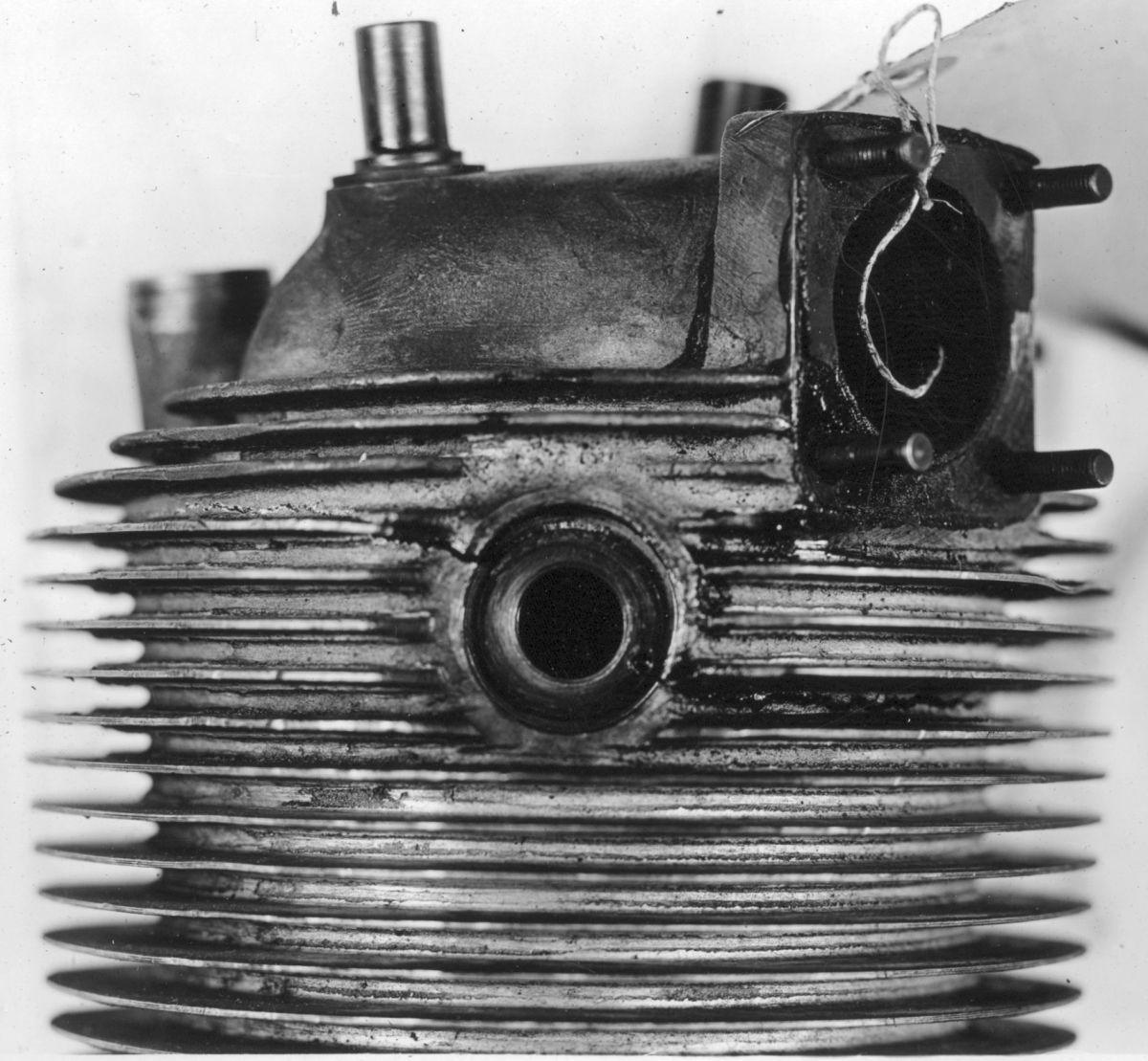
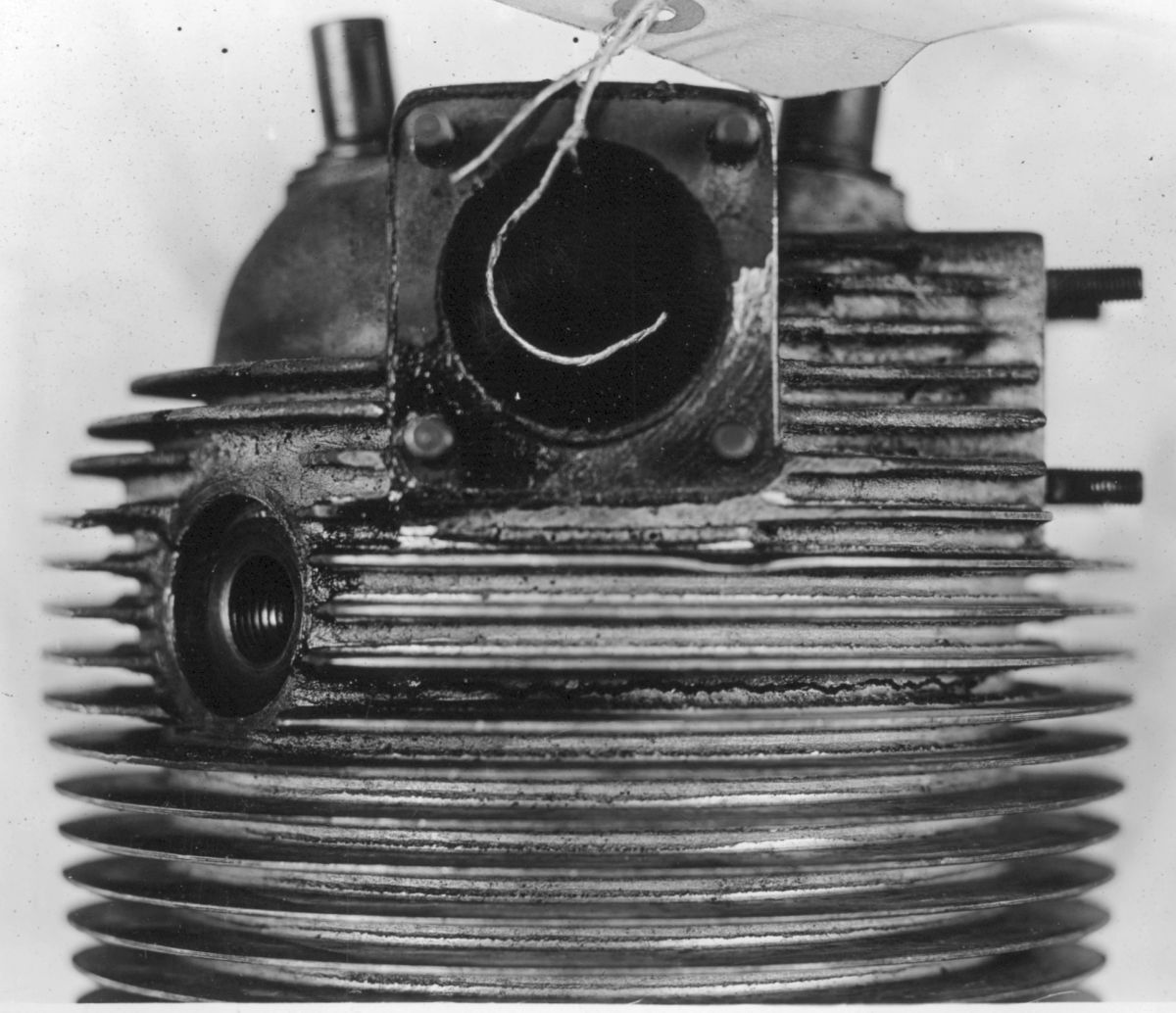
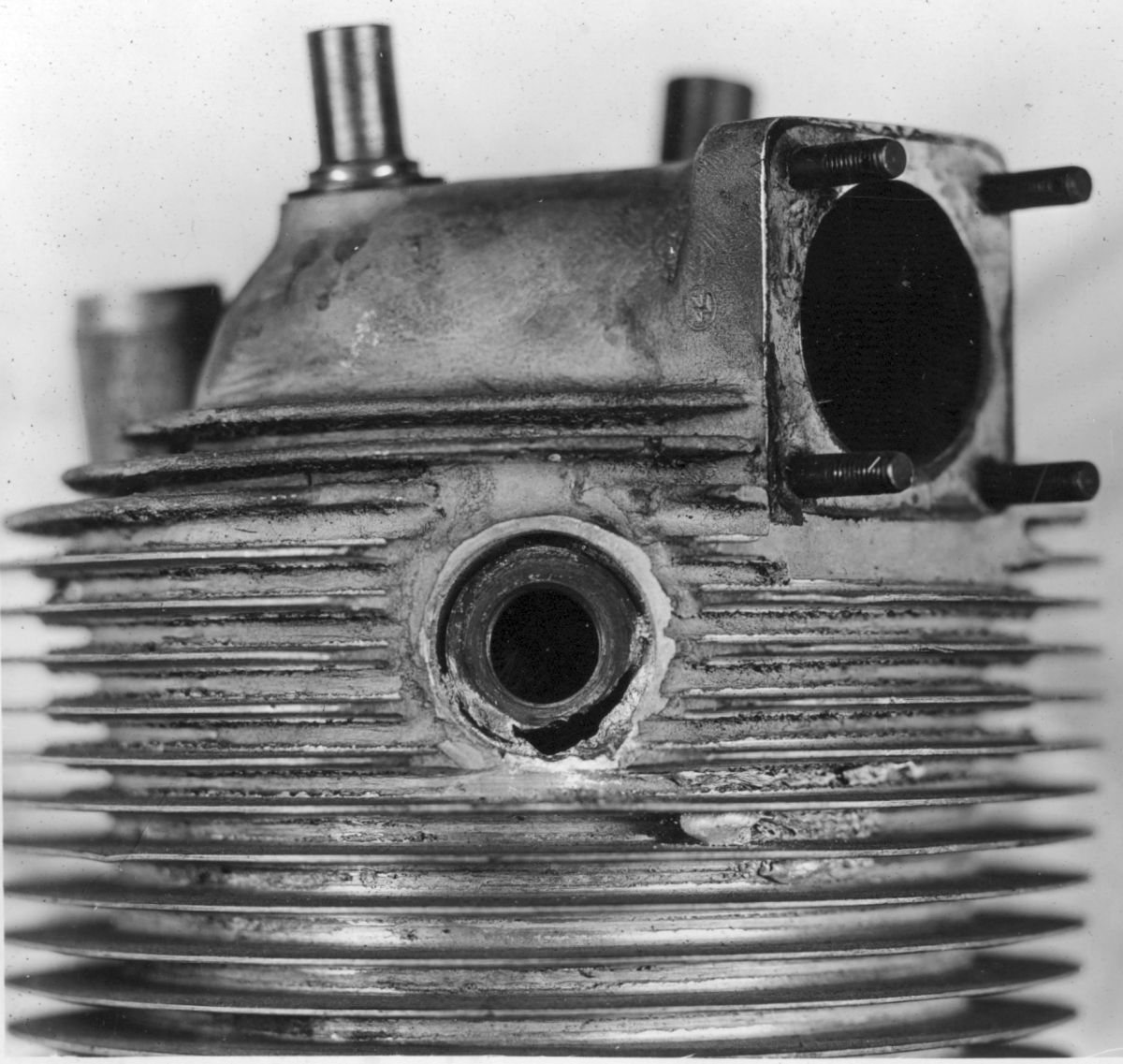
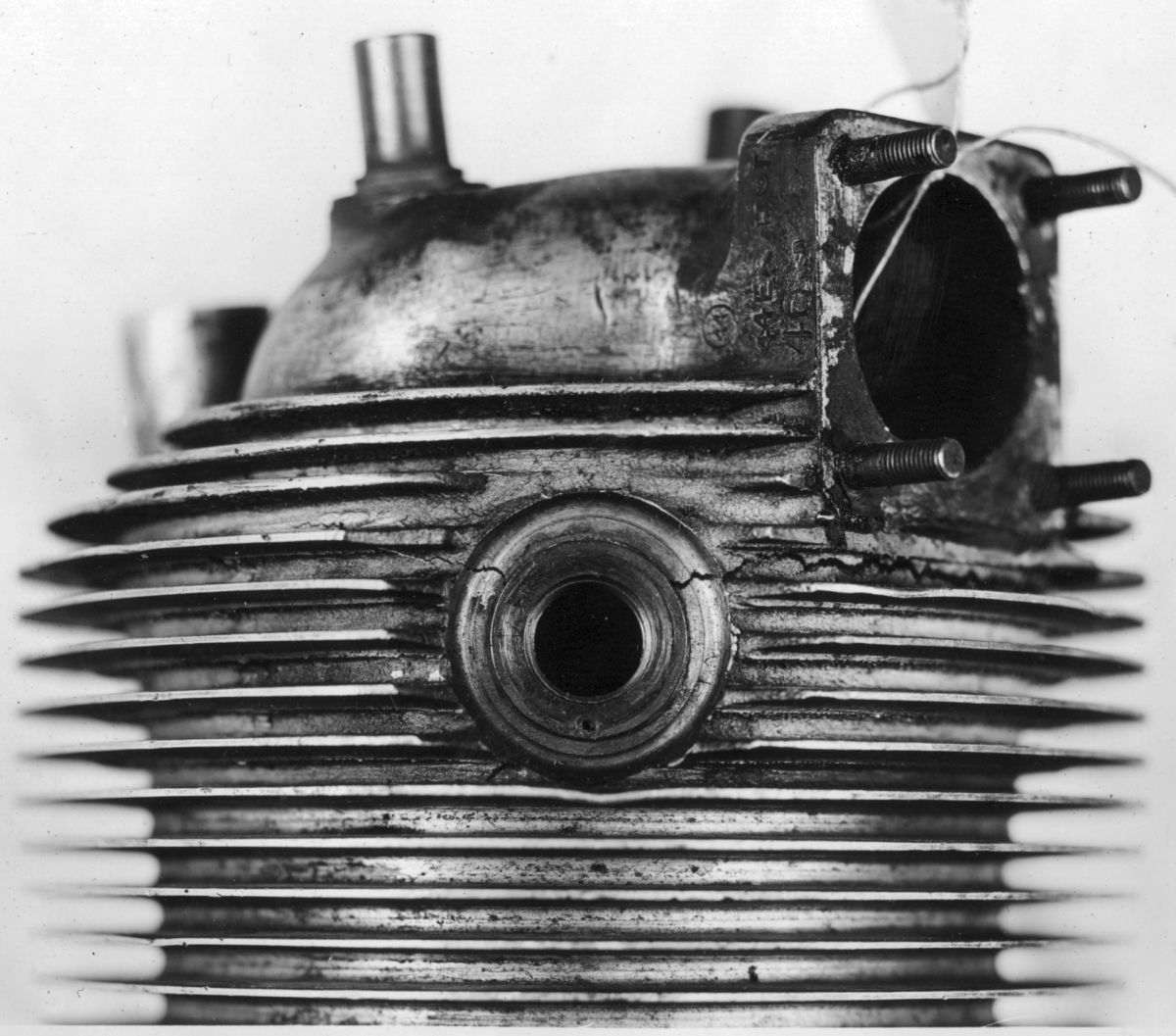
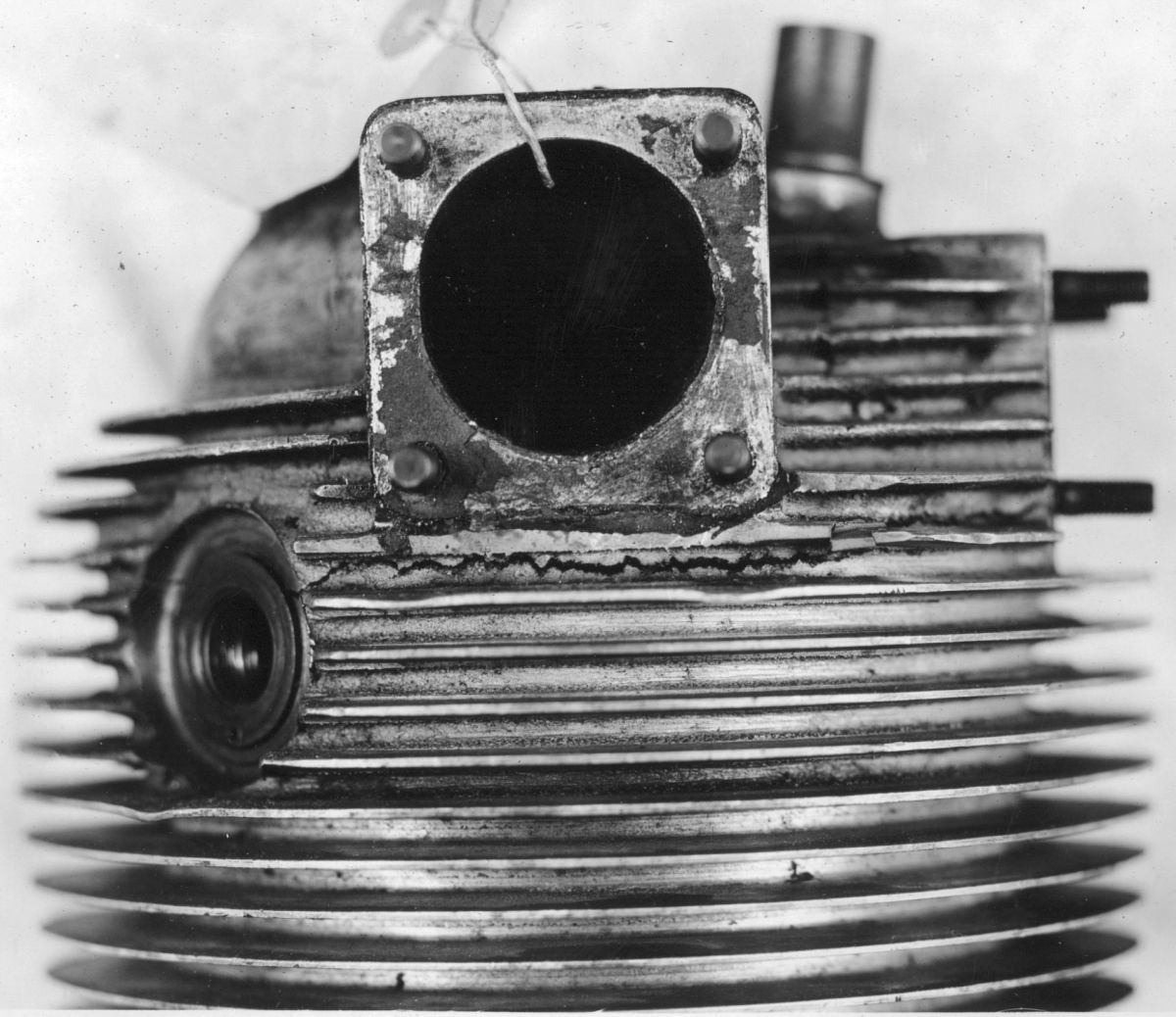
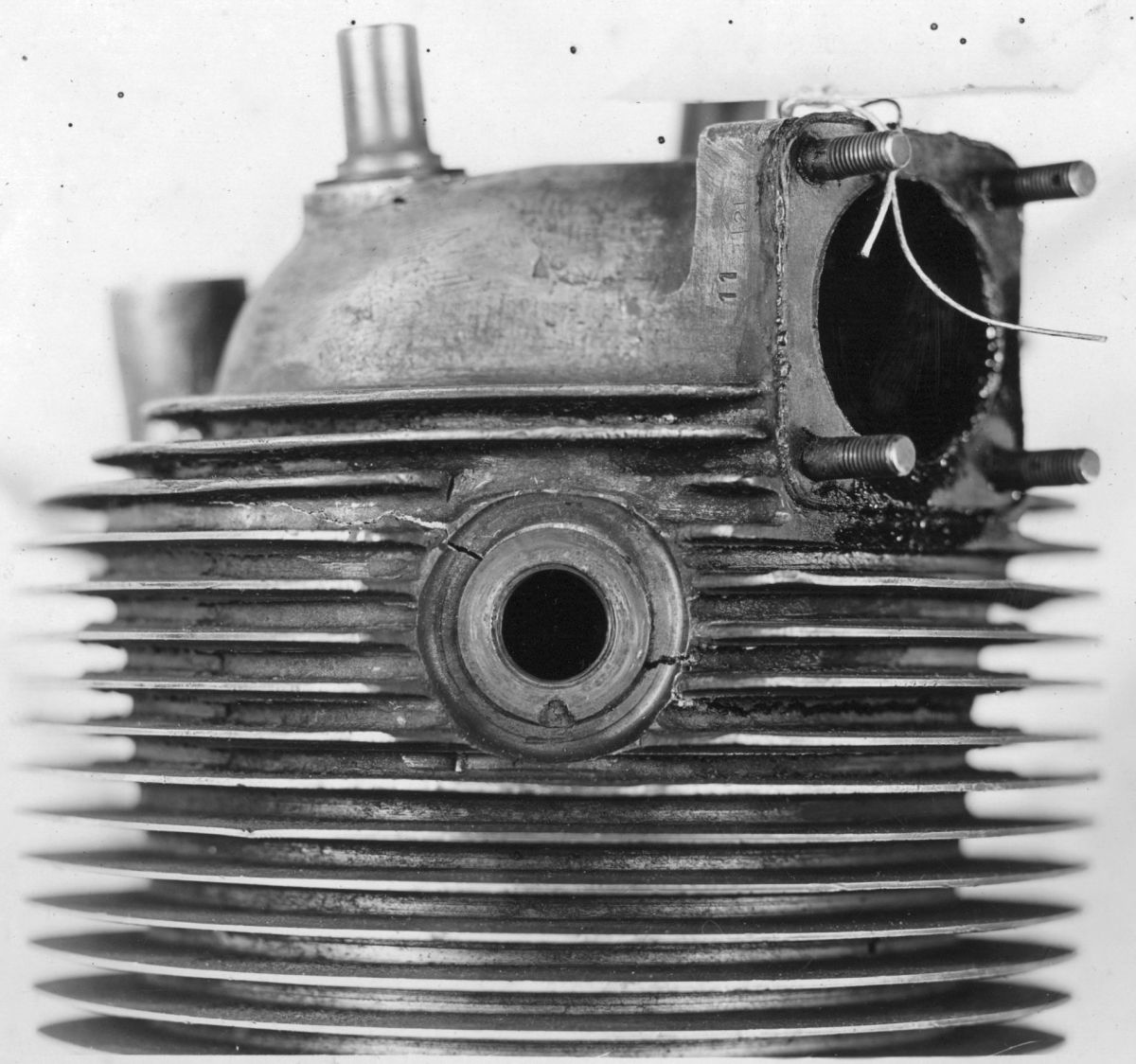
| Cylinder No. 9 Head Side View. Failed 5 Aug 1924 at 65 hrs 30 min, 35 hrs 45 min of which was at full throttle. | Cylinder No. 9 Head Aft View | Cylinder No. 6 Head Side View. Failed 22 Aug 1924 at 6 hrs 9 min, 4 hrs 3 min of which was at full throttle. | Cylinder No. 6 Head Aft View. |
 |
 |
 |
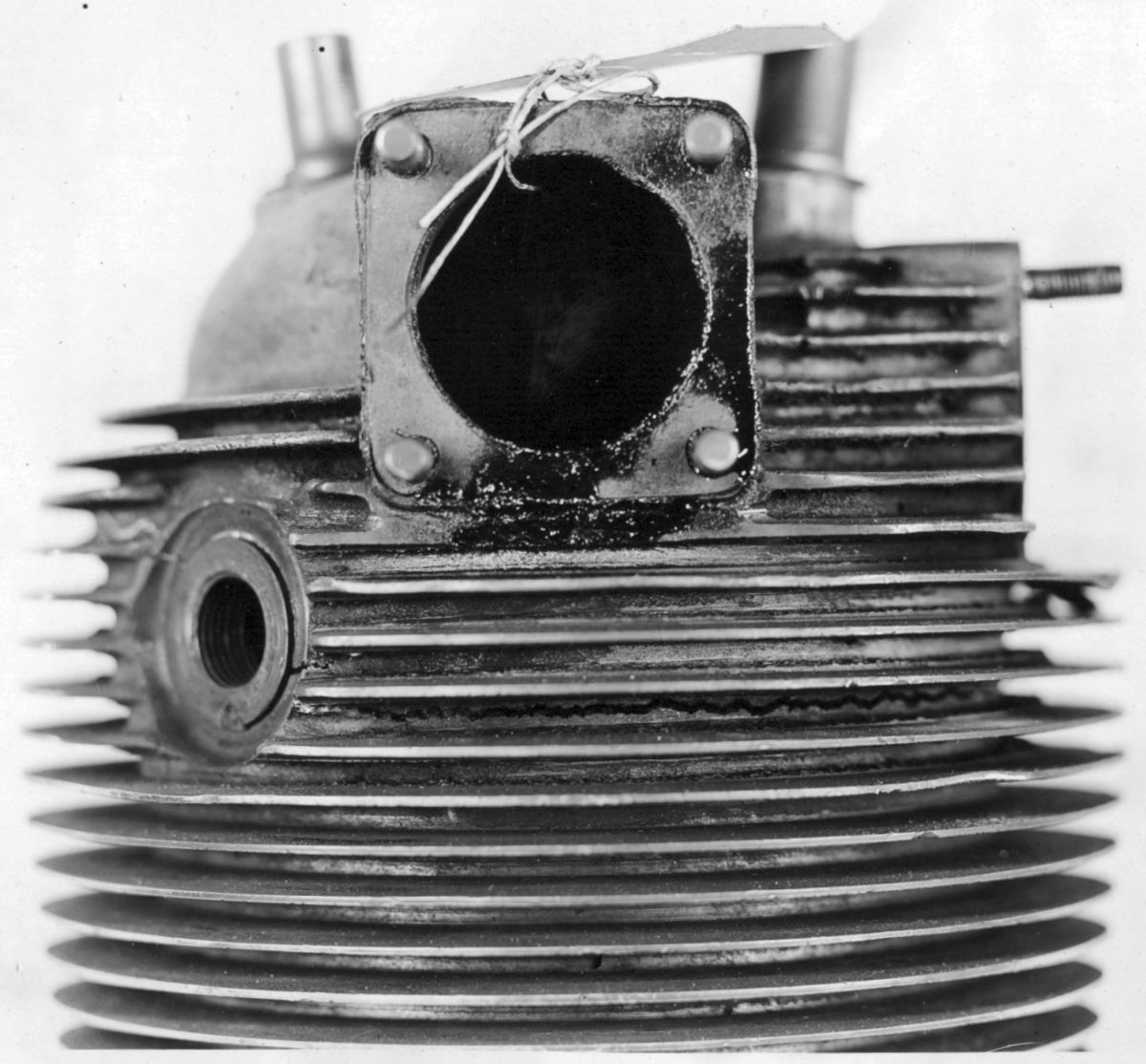 |
| Cylinder No. 2 Head Side View. Failed 6 Nov 1924 at 162 hrs 19 min, of which 72 hrs 37 min was at full throttle. | Cylinder No. 2 Head Aft View. | Cylinder No. 6 Head Side View. Failed 10 Dec 1924 at 190 hrs 47 min, of which 95 hrs 14 min was at full throttle. | Cylinder No. 5 Aft View. Failed 10 Dec 1924 at 190 hrs 47 min, of which 95 hrs 14 min was at full throttle. |
Description
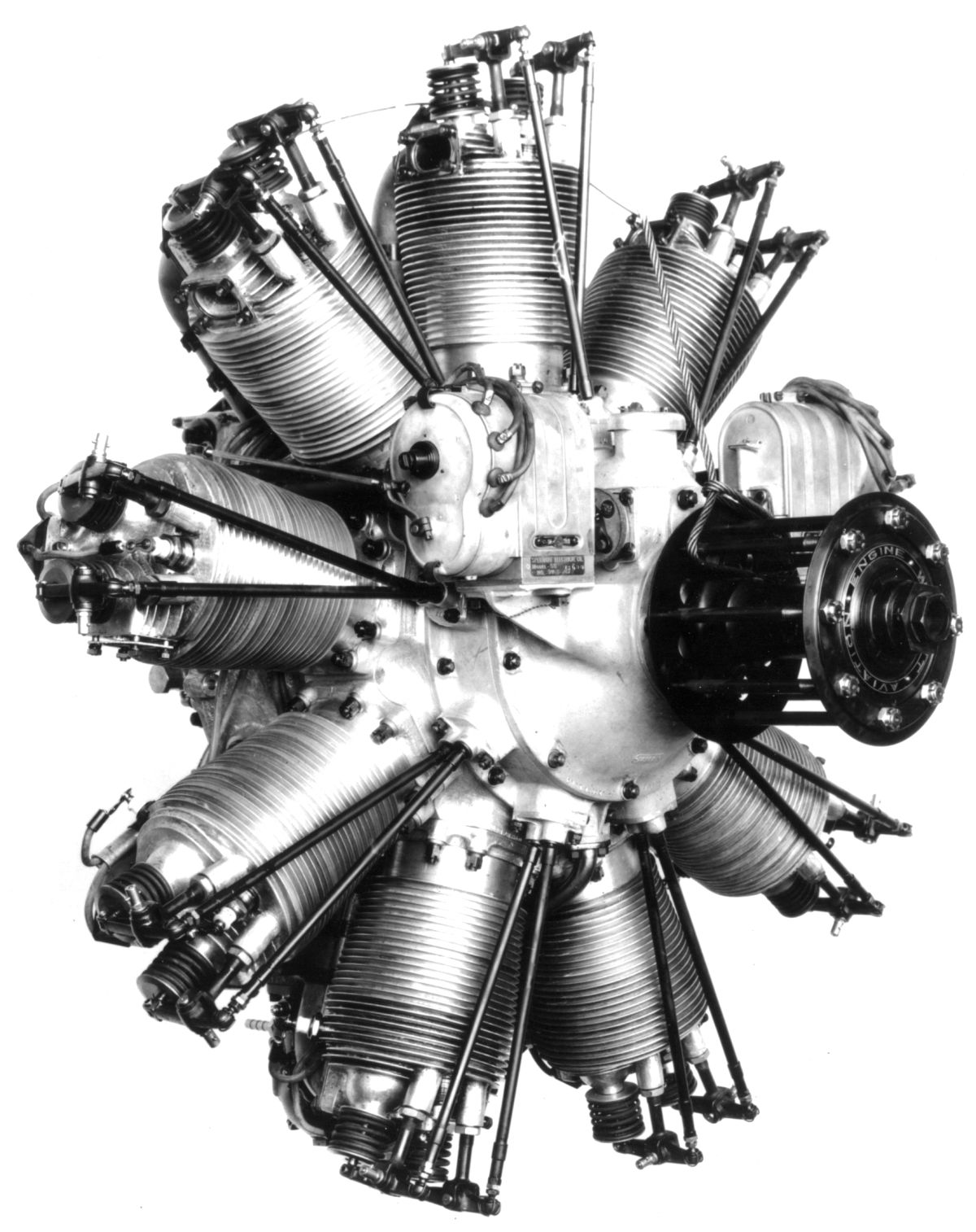
The Wright J-3 was an air-cooled 9-cylinder radial with a 4.500" (114.3 mm) bore, 5.500" (139.7 mm) stroke, 787.26 in³ (12.90 l) displacement and 6.0:1compression ratio that was rated 200 hp at 1,800 rpm. Fuel consumption was 0.52 lb/hp/hr. It was manufactured by the Wright Aeronautical Corporation of Paterson, New Jersey.
It was 43.75" (1,111 mm) in diameter, 37.063" (941 mm) long from the propeller hub tip of the accessory case rear, including the booster magneto and hand starter; it weighed approximately 466 lb, including accessories.
A single throw counterbalanced hollow crankshaft was mounted in double self-aligning ball main bearings, and a ball thrust bearing near the propeller end. The uppermost (No. 1) piston had an I-sectioned master connecting rod with the other tubular rods connected via knuckle pins to the big end. At the crankcase front were magneto and cam drives, and the cam and plunger assemblies. The plungers acted on external push rods that operated rocker arms over each cylinder. The crankcase rear contained the manifold assembly and accessories consisting of the gun synchronizers, fuel and oil pumps, the hand starter and a booster magneto. The crankcase was an aluminums casting. The manifold assembly consisted of an aluminum casting with three separate annular passages of equal size, each connected by intake pipes to three cylinders spaced 120° apart. Each annular passage was connected also to a branch of a carburetor manifold that had an oil jacket through which all oil was passed after leaving the crankcase.
The cast aluminum cylinders featured integral rocker arm supports, valve guide bosses, and the intake and exhaust ports. Steel sleeves were shrunk in place. Brass spark plug and valve seat bushings were held in the mold while the casting was poured. The brass valve guide bushings were driven in place.
Accessories included two Splitdorf SS-9 magnetos, a Viking fuel pump, and a Stromberg NA-U6 carburetor with two 1.75" venturis and #44 main metering jots, The magnetos were timed to give a spark advance of 27° and 30° on the top and side plugs respectively.
The Wright J-1 was an earlier air-cooled 9-cylinder radial with the same bore, stroke and displacement as the J-3. The J-1 differed from the J-3 engine by having 3 Stromberg NA-34 carburetors and a few minor differences in cylinder, rocker arm, push rods, and plunger design. It used a spark advance of 24° and 27° on the top and side spark plugs respectively.
Method of Test
The J-3 was mounted on an open air torque stand with a four-bladed Hartzell propeller to absorb the power and provide cooling. A grid was placed between the propeller and the engine to straighten out the air stream. The carburetor was turned forward except where noted otherwise. Thermocouples were installed in cylinder heads Nos. 1, 2, 5, and 9, and in the exhausts of all the cylinders as well as in the wall of cylinder No. 1 near the 1st, 6th, 12th and 20th cooling fins.
An endurance run was started at full power using #40 jets giving a fuel consumption of 0.61 – .63 lb/hp/ hr. After 14 hours, the test was interrupted to install a new pair of test magnetos to be run for endurance in conjunction with this test. One of these was the standard type Splitdorf SS-9, the other was an experimental Berkshire. At this time the valves were reseated and ground, a new set of pistons (Walker N. Levitt's) and new main bearings were installed. The engine wee run in for 1.5 hours at speeds from 800 – 1,500 rpm, then run at 1,675 rpm (approximately 90% power) for 8 hours with #44 jets; after which it was run at full throttle full rich with #40 jets for a total of 144 hours, the last 14.5 hours of which were run on a 20% benzol mixture. The engine was then disassembled and all parts inspected to determine any weak points.
Error Sources
The torque. scales were calibrated frequently and corrections were applied to the readings whenever the error was more than 1%.
Experiments and Results
Each time the engine was run up to full power a loss of power was noticed after a minute or two at wide open throttle with the carburetor turned in either direction. By means of thermocouples a sudden cylinder head temperature rise to over 600°F on the instrumented cylinders was observed immediately preceding and after the power drop began.
If the carburetor was turned forward, a 2.6% power gain was observed when no grid was used, along with a specific fuel consumption increase of 5%. The increase in power and in specific fuel consumption observed here was incorrect due to the unsteady reaction of the slipstream against the engine and torque stand. By a comparison of the speeds the increase in power on a theoretical propeller load would have been 6.6%. The actual increase therefore may be assumed to be between this and the observed 2.6%, or fairly close to the average 4.6%, which brings the specific fuel consumption increase down from the observed 5% to approximately 3%.
It was found that by using he J-1 spark advance settings and #40 jets in place of the #44 jets that the engine could hold its power for at least 45 minutes without overheating. During this run the spark was fully advanced during one reading and then returned to the J-1 spark setting to see what effect this would have on the temperatures and whether the temperatures would return to the original values when the J-1 spark was again used. During the two minutes at fully advanced spark cylinder 1 head temperature rose from 617° to 634°F and the exhaust fell from 1,260° to 1,220°F. On resetting to the J-1spark advance value the head temperature returned to 510°F. and the exhaust temperature to 1,260°F. When the grid was reinstalled and the carburetor turned to the rear, a specific fuel consumption of at least 0.615 lb/hp/hr was required to keep the engine from losing power at wide open throttle.
The J-1 engine was mounted and it was found that it could be run on a leaner mixture than could the J-3 without losing its full power. Best economy was approximately 0.52 lb/hp/hr at 215 hp without overheating during the 1-hour run at that fuel consumption. This proved the stand was not at fault. It should be noted that cylinder No. 1 failed on this engine after being subjected to unusually adverse heating; it was run for over 13 minutes on a mixture leaned out beyond the best economy range. Using # 38 jets in the J-3 engine, the best economy that could be obtained without overheating was about 0.615 lb/hp/hr. By using three NA-S4 carburetors in place of the single NA-U6 it was found that better economy could be reached without overheating, which began at approximately 0.69 lb/hp/hr. A still better economy, about 0.55 lb/hp/hr, was possible without overheating when the 24°/27° spark advance was used in conjunction with the three carburetors. Full 27°/30° spark advance caused a slight increase in power and specific fuel consumption, a rise in cylinder head temperatures and a fall in exhaust temperatures. After the temperature of No. 1 cylinder head had reached about 600°F, a spark advance change back to 24°/27° did not seem to check the rapid temperature rise and the power began falling rapidly. After idling for 30 seconds the temperature diminished to 535°F.
Mixture Distribution
The standard manifold exhibited a slightly higher vacuum in the center annulus than in the other two, due evidently to the battle being placed directly in front of the center annulus inlet. Without the baffle, the manifold gave a more uniform vacuum distribution, but did not seem to improve cooling; idling characteristics were worse, although distribution at intermediate speeds seems to have been improved judging from the uniformity of the cylinder head temperatures up to 1,600 rpm. The heated manifold produced a marked improvement in idling and some improvement in economy at speeds up to about 1,300 rpm, but produced too much back pressure on the exhausts at higher speeds, losing more power thereby than it presumably gained by improved distribution.
The revised NA-U5 carburetor with the variable air bleeds showed an increase in specific fuel consumption from a minimum of 0.52 lb/hp/hr at 1,600 rpm to 0.565 lb/hp/hr at 1,680 rpm above which it remained approximately constant. The enlarged idle well bores gave easier starting in cold weather. No further development of this carburetor was made during this test.
Endurance Runs
Several stops were made during endurance running. Three were due to cylinder failure, two to valve failures, and spark plug trouble caused the remaining stops, other then those incidental to other tests, lunch periods and day-end shutdown. Both long and short porcelain AC plugs were used. After the first 14 hours of endurance running, engine examination showed that the piston crowns were all dished and two of them (Nos. 2 and 5) had cracks in their pin bosses. All ware replaced by new Walker M. Levitt pistons with new rings. Several of the balls in the main bearings were found to have chipped surfaces and the bearing races were badly worn and pitted in places.
After 10 hours of running including about 12 starts made at the beginning of endurance testing, the hand starter failed to catch when the propeller had been stopped in certain positions. It was found on disassembly that the end of the worm had been chipped slightly and the friction spring was weak. An older type of starter was then installed but failed also after several starts due to breaking of the spring bent end. After this spring was repaired no more failures occurred.
Conclusion
The Wright J-4, J-4A, J-4B and J-5 were incremental improvements of the J-3. By 1927, the J-5 had become the engine of choice for world explorers and record-setters such as Brock, Byrd, Chamberlin, Goebel, Jensen, Lindbergh, Maitland and Smith. It was also widely used in three-engine passenger planes built by Fokker and Ford. Wright went to great lengths to build quality into the engine at each stage of production from casting and forging to machining, final assembly and test. Automated machining was widely used. Aircraft builders began to see the air-cooled advantage and use the J-5 to replace liquid-cooled engines. For example, the Travel Air Company published an increase in capacity from 50 to 60 cubic feet, a payload increase from 700 to 800 lb, and a speed increase from 110 mph to 120 mph by replacement of the Hispano-Suiza with a Whirlwind.
Send mail to
![]() with questions or comments about this web site.
with questions or comments about this web site.
![]()