
Machining Cylinder Fins
Special-Purpose Maxicut Lathe for Aero-Engine Work
| This article first appeared in the Volume 6, Number 66 (April, 1944) issue of Aircraft Production magazine, and is presented here through the kind permission of Flight International. Thanks also to Bruce Vander Mark for furnishing volumes of Aircraft Production for scanning. |
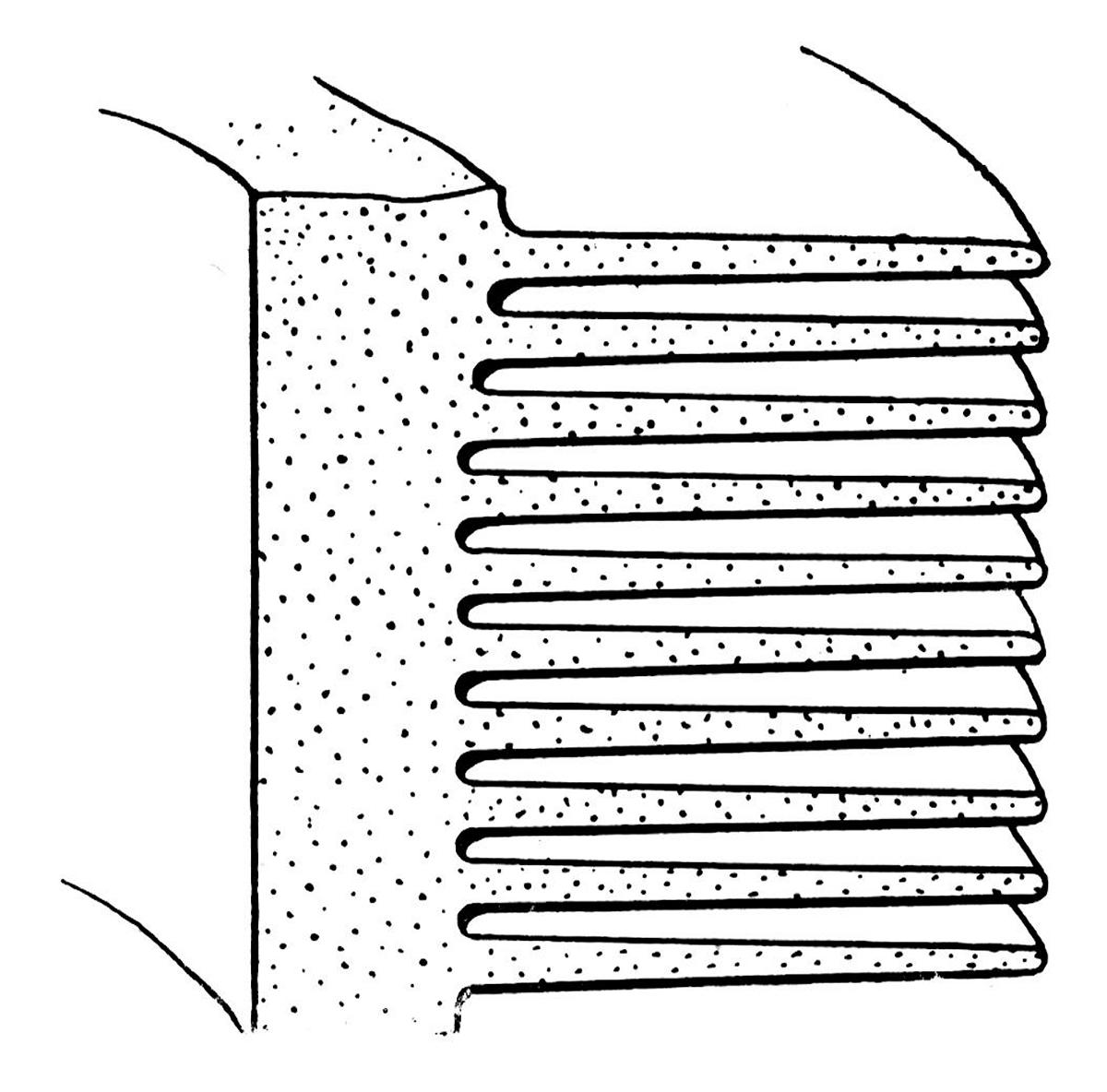
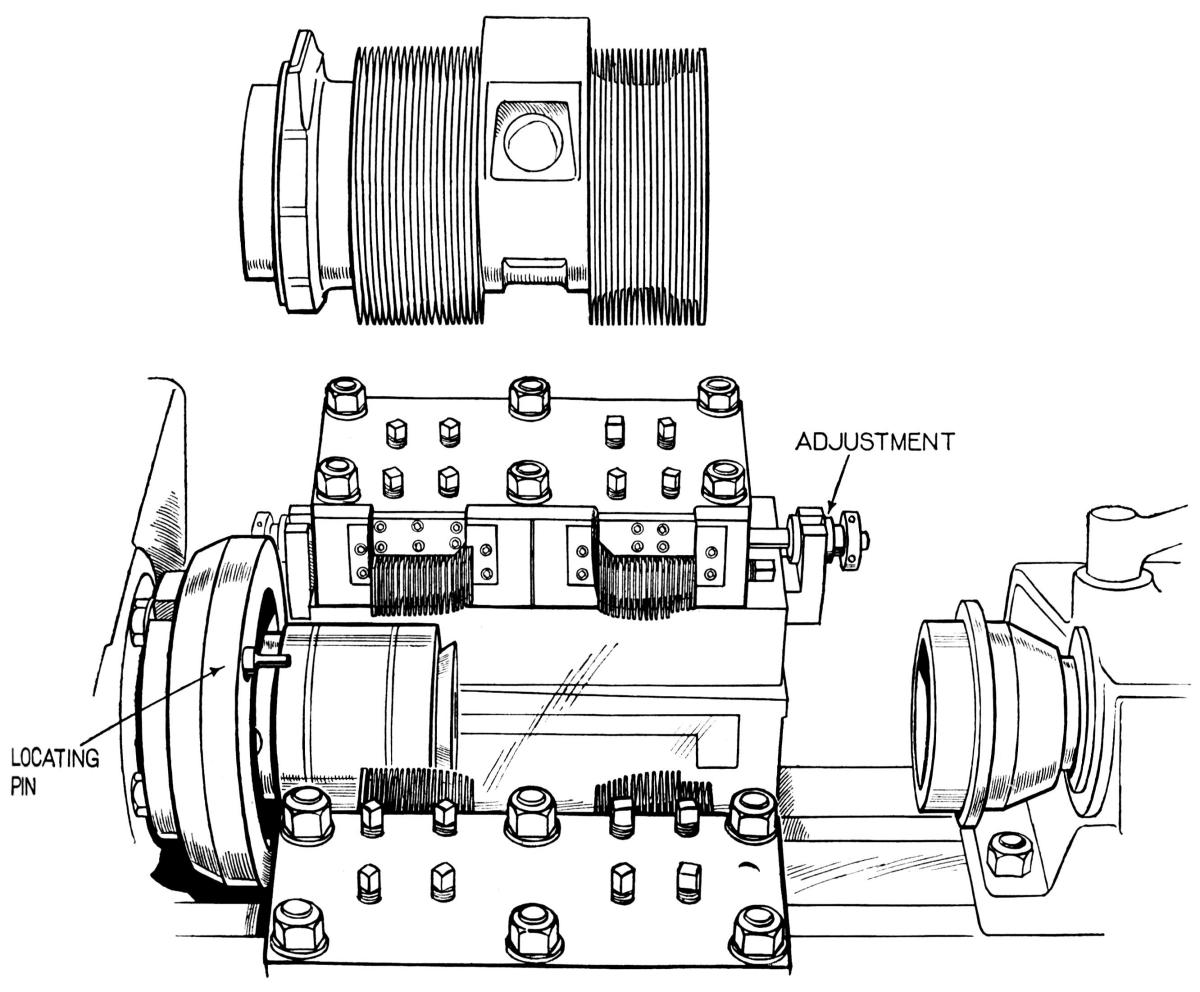
One of the problems connected with the manufacture of air-cooled aircraft engines is the economic machining of the cylinder cooling fins (Fig. 1); usually, the sides are tapered and the depth varies to provide equal expansion throughout the length of the cylinder. In the case of the Hercules engine, one bank of fins is eccentric with the cylinder bore. The methods employed by different firms in both Great Britain and abroad, described from time to time in this journal, consist of either turning the fins with packs of narrow tools (Fig. 2) or plunge-grinding with banks of wheels. Some idea of the difficulties encountered may be seen from the Hercules cylinder, which has an eccentric bank of 19 fins with a concentric bank of 20 on each side, giving a total of 59 fins approximately 1.25" deep, the fins are tapered on both sides.
 |
 |
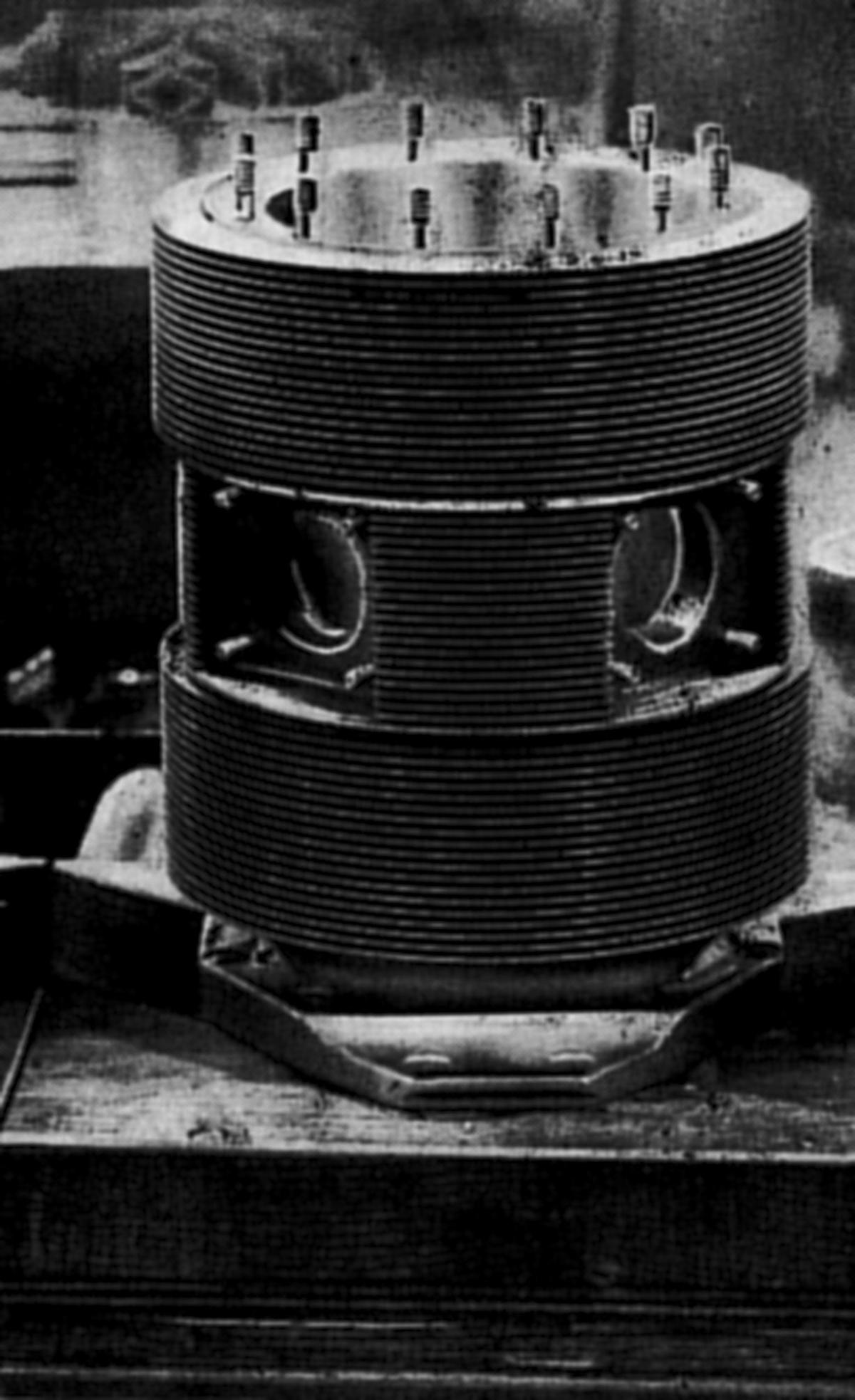 |
| Fig. 1. Section through the cooling fins of an aero-engine cylinder barrel. Note the tapered form and varying depth of the fins. | Fig. 2. An earlier type of tooling for cutting 40 concentric fins in the Hercules cylinder barrel. There are 78 separate tools, each with a ground and lapped tungsten-carbide tip. Very similar tooling is employed on the Maxicut lathe. | Fig. 3. The Hercules cylinder barrel, which has two banks of 20 fins concentric with the bore and one bank of eccentric fins in the centre. |
The remainder of this article is available only to AEHS Members. Please Login.
Send mail to
![]() with questions or comments about this web site.
with questions or comments about this web site.
This website depends on cookies to make it function. If you continue to browse, scroll, click or otherwise interact, you are providing implicit acknowledgement of and agreement to this.
Copyright © 2002-2025 Aircraft Engine Historical Society