
The Wright SGV-1800
Wright's Last V-12
by Kimble D. McCutcheon
Published 1 Dec 2015; Revised 22 Dec 201
Background
At the end of 1931 the U.S. air-cooled engine market was growing, but the liquid-cooled engine market was disappearing. This was a direct result of the U.S. Navy declaring war on water-cooled engines in 1923, and encouraging the development of air-cooled engines as an alternative. The Curtiss-Wright Corporation (Wright) was still selling few liquid-cooled engines to the U.S Army Air Corps, but these were aging designs whose days were clearly numbered.
Wright had a long history building water- and liquid-cooled engines. The Wright-Martin Aircraft Company built Hispano-Suiza engines under license during WWI. The Company was reorganized in 1919, and the Wright Aeronautical Corporation continued to build Hispano-Suiza V-8s, which it improved and used as a springboard for its own E and H model V-8s and T model V-12s. Wright offered the last water-cooled T-3A Tornado V-12 in 1926, but after merging with Curtiss in 1929, inherited the D-12, Challenger and Conqueror designs. The Challenger was a 6-cylinder air-cooled radial, but the D-12 and Conqueror were both water/liquid-cooled V-12s. Water-cooled engines used pure water as a coolant, while liquid-cooled engines used a mixture of water and ethylene glycol, first trade-named by Union Carbide as Prestone.
|
|
|
|
|
|
| Wright H-2 | Wright H-2 | Wright H-2 | Wright E-4 | Wright E-4 | Wright E-4 |
|
|
|
|
|
|
| Wright T-2 | Wright T-2 | Wright T-2 | Wright T-3 | Wright T-3 | Wright T-3 |
Curtiss had introduced the 400 hp, 1,150 in³ D-12 in 1923, and this engine had revolutionized engine design. A total of 966 D-12s were sold prior to 1931. Some claim that the Rolls-Royce "R" and Merlin engines copied many features that first appeared in the D-12. But after 1930, sales of the D-12 were waning, and only 80 were sold thereafter.The 600 hp, 1,570 in³ Conqueror, a further development of the D-12, was introduced in 1926 and Super Conqueror versions with propeller reduction gearing and supercharger (GV and SGV-1510), were capable of producing over 705 hp. A total of 933 Conquerors and Super Conquerors were produced through 1936.
 |
 |
 |
 |
 |
 |
| Curtiss D-12-F | Curtiss D-12-F | Curtiss D-12-F | Curtiss V-1570 | Curtiss V-1570 | Curtiss V-1570 |
 |
 |
 |
 |
 |
 |
| Curtiss SV-1570 | Curtiss SV-1570 | Curtiss SV-1570 | Curtiss GV-1570 | Curtiss GV-1570 | Curtiss GV-1570 |
 |
 |
 |
 |
||
| Curtiss SGV-1570 | Curtiss SGV-1570 | Curtiss SGV-1570 | Curtiss SGV-1570 |
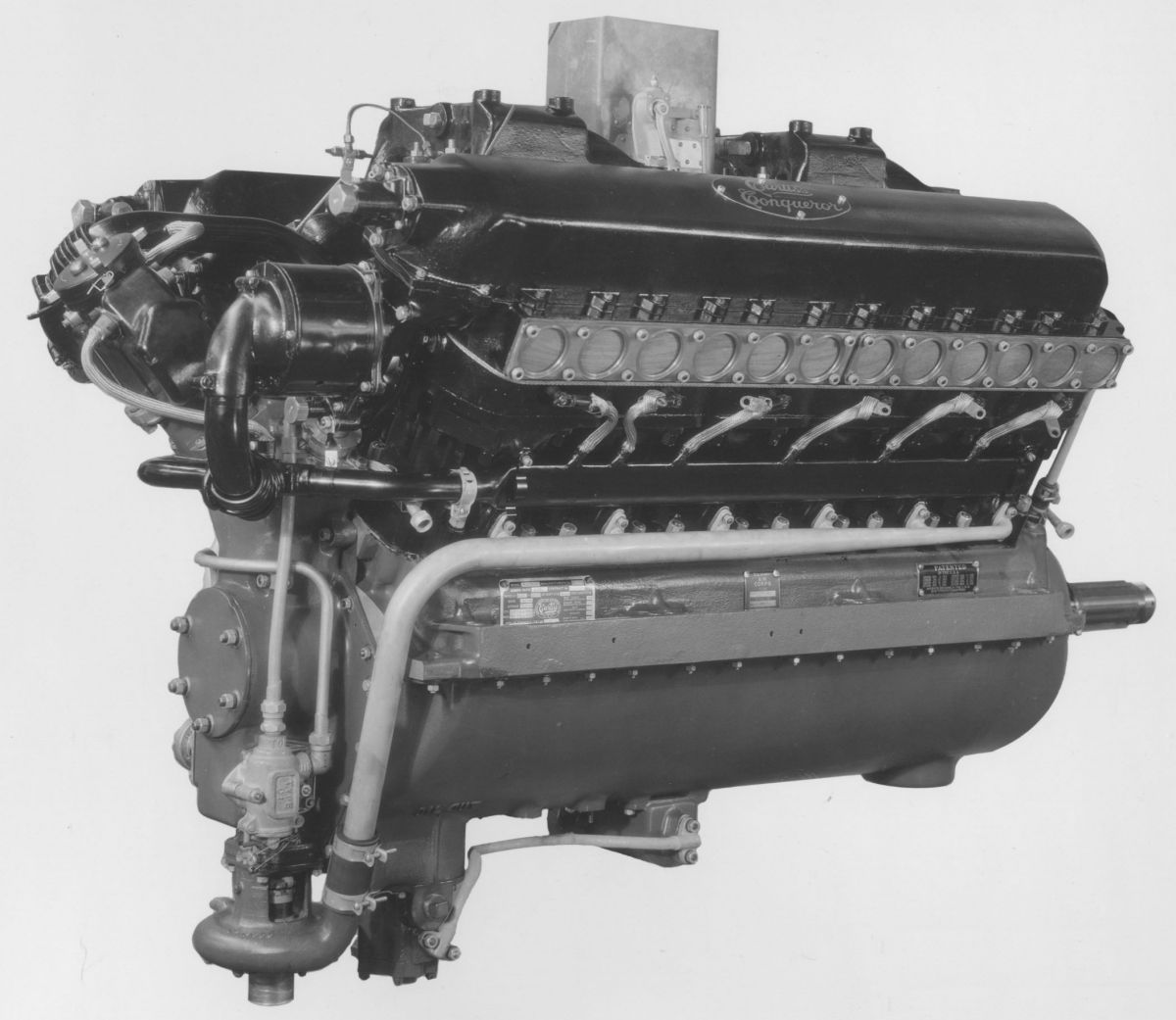
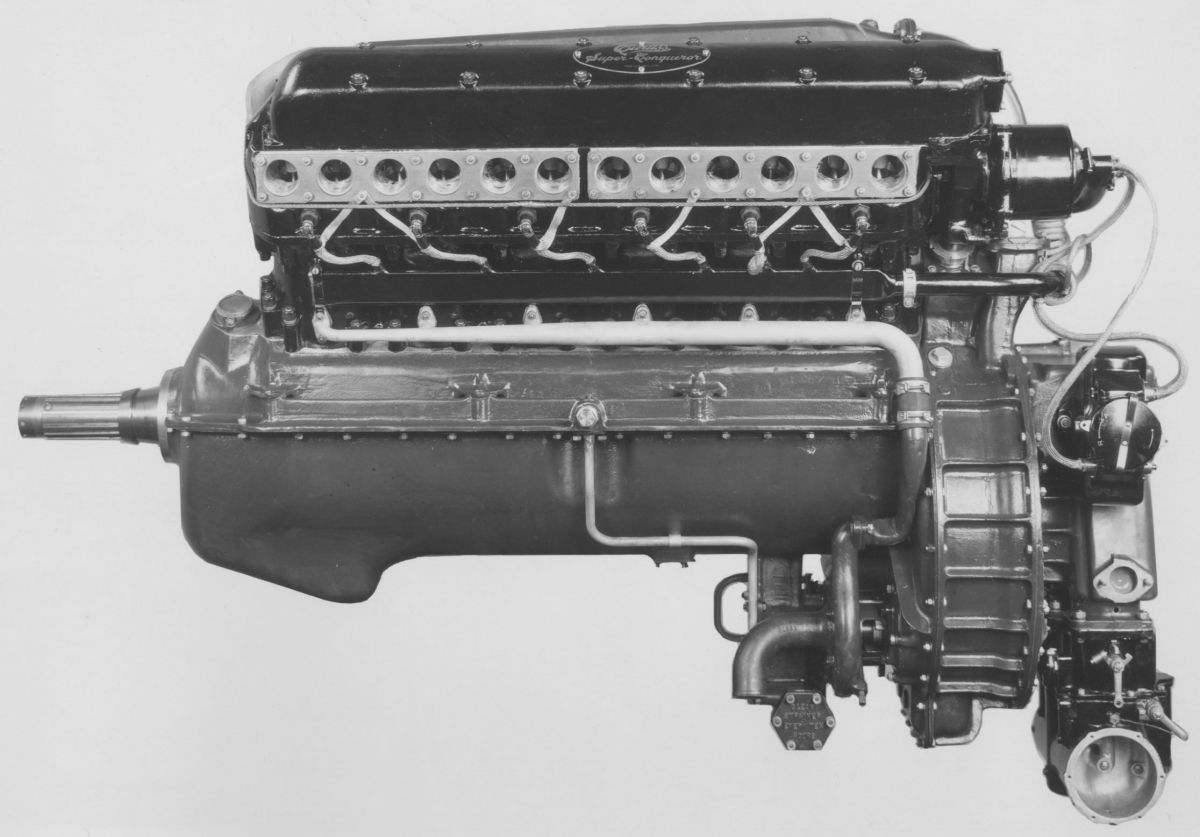
The Wright SGV-1800
A further development of the Conqueror, Wright hoped the SGV-1800 would produce 1,000 hp and spawn its next generation of liquid-cooled engines. Wright, never very prolific with its engine naming, also dubbed this engine Super Conqueror. Legendary engine designer Arthur Nutt directed the SGV-1800's design, which started in 1931. Curiously, the SGV-1800s that Wright built were funded by the U.S. Navy as part of its "high-speed development program", which the Navy had begun in 1930 after becoming concerned with the superior high speed performance of foreign aircraft as evidenced by the 1929 and 1931 Schneider Trophy contests.
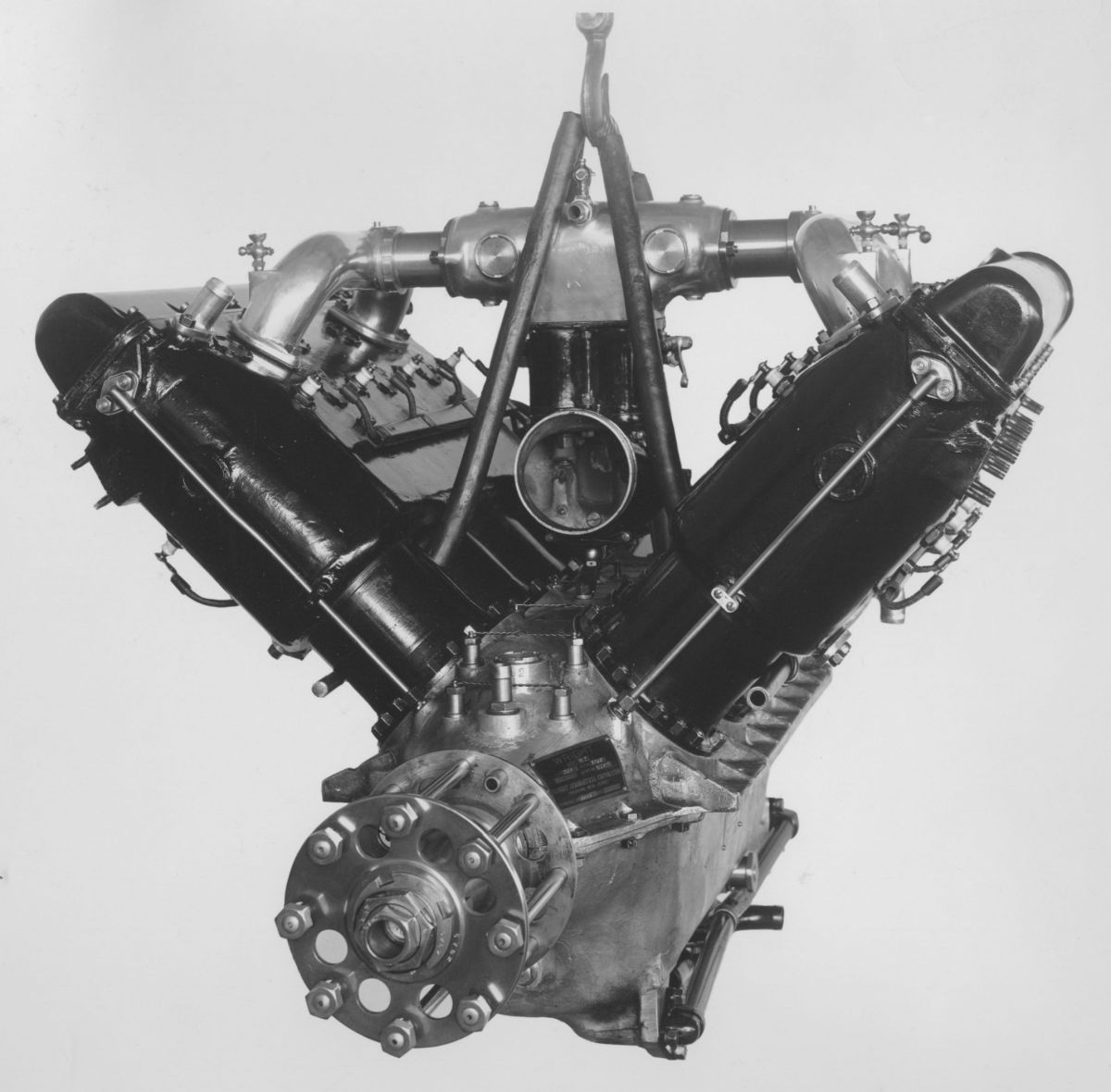
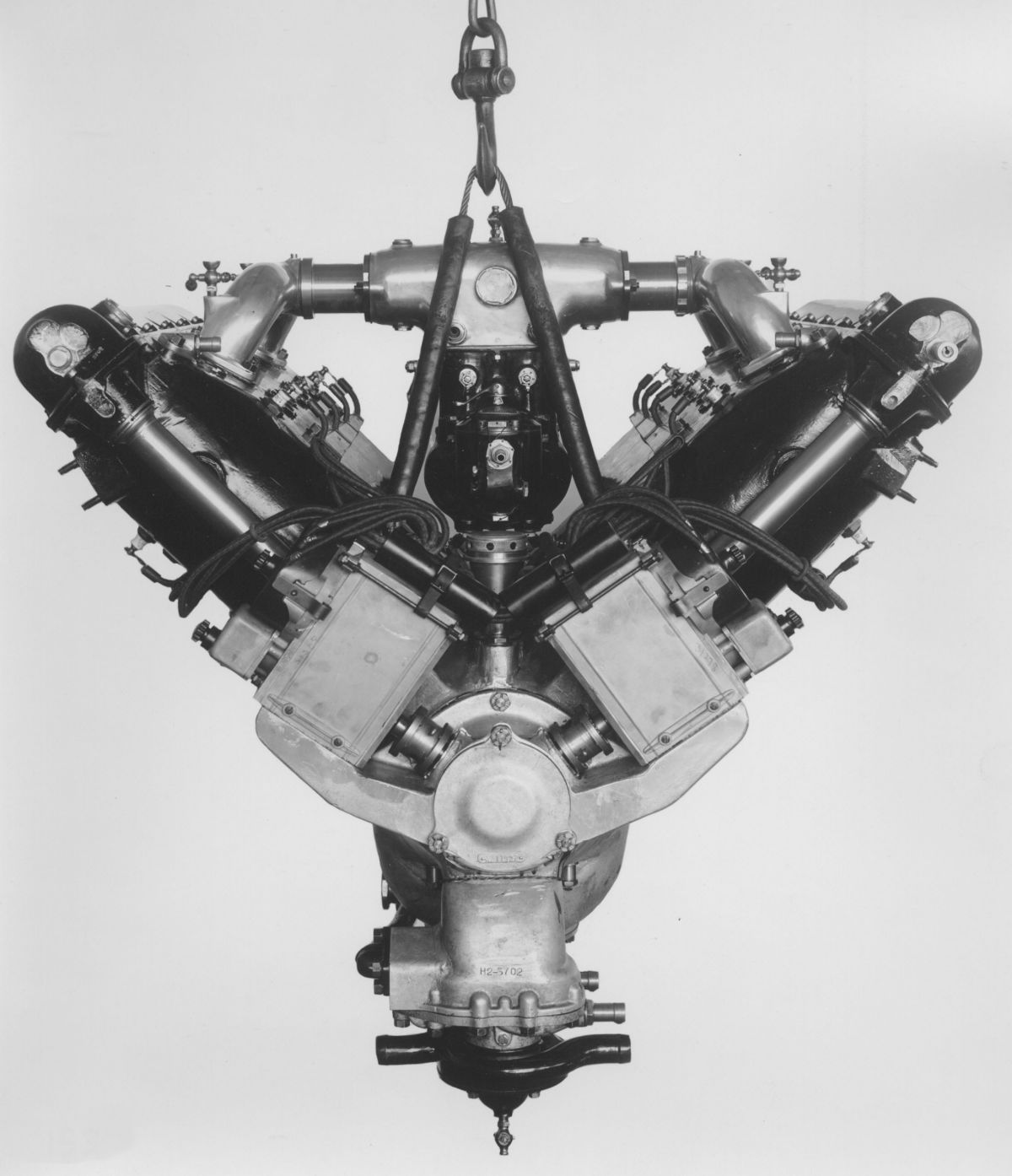
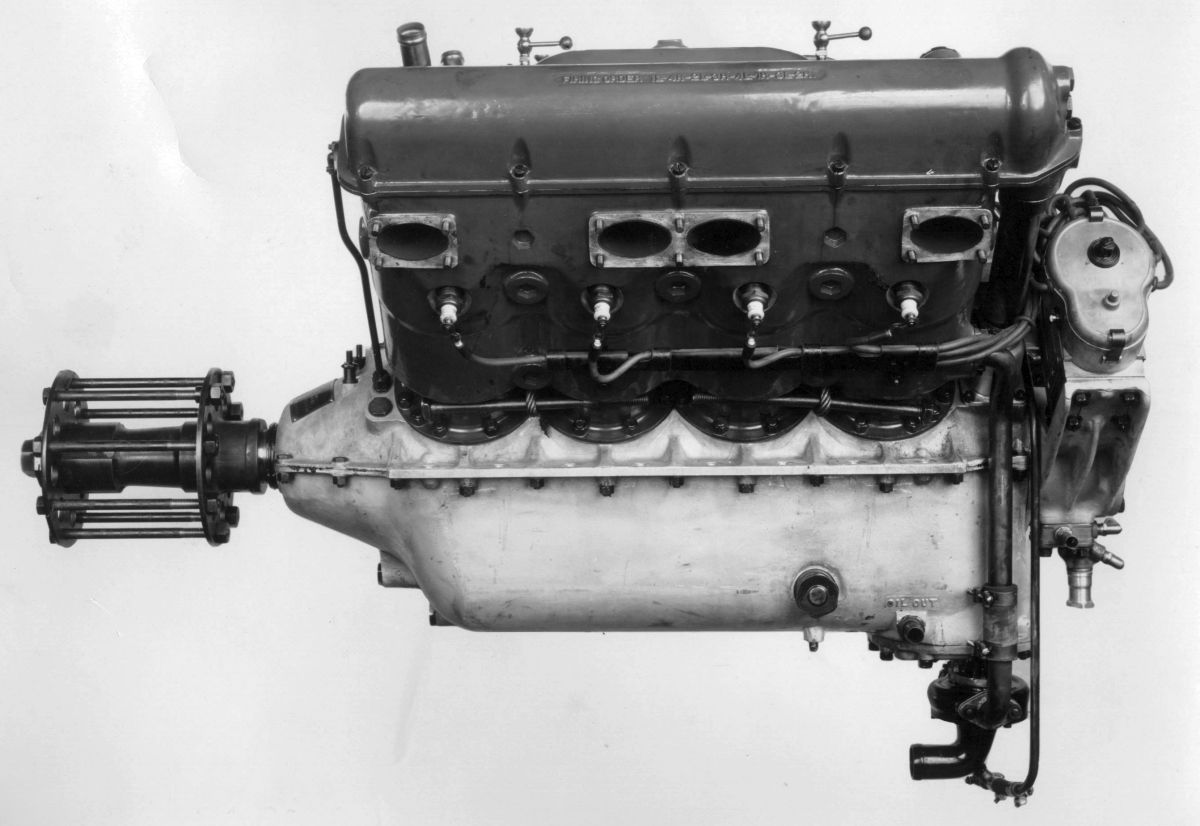
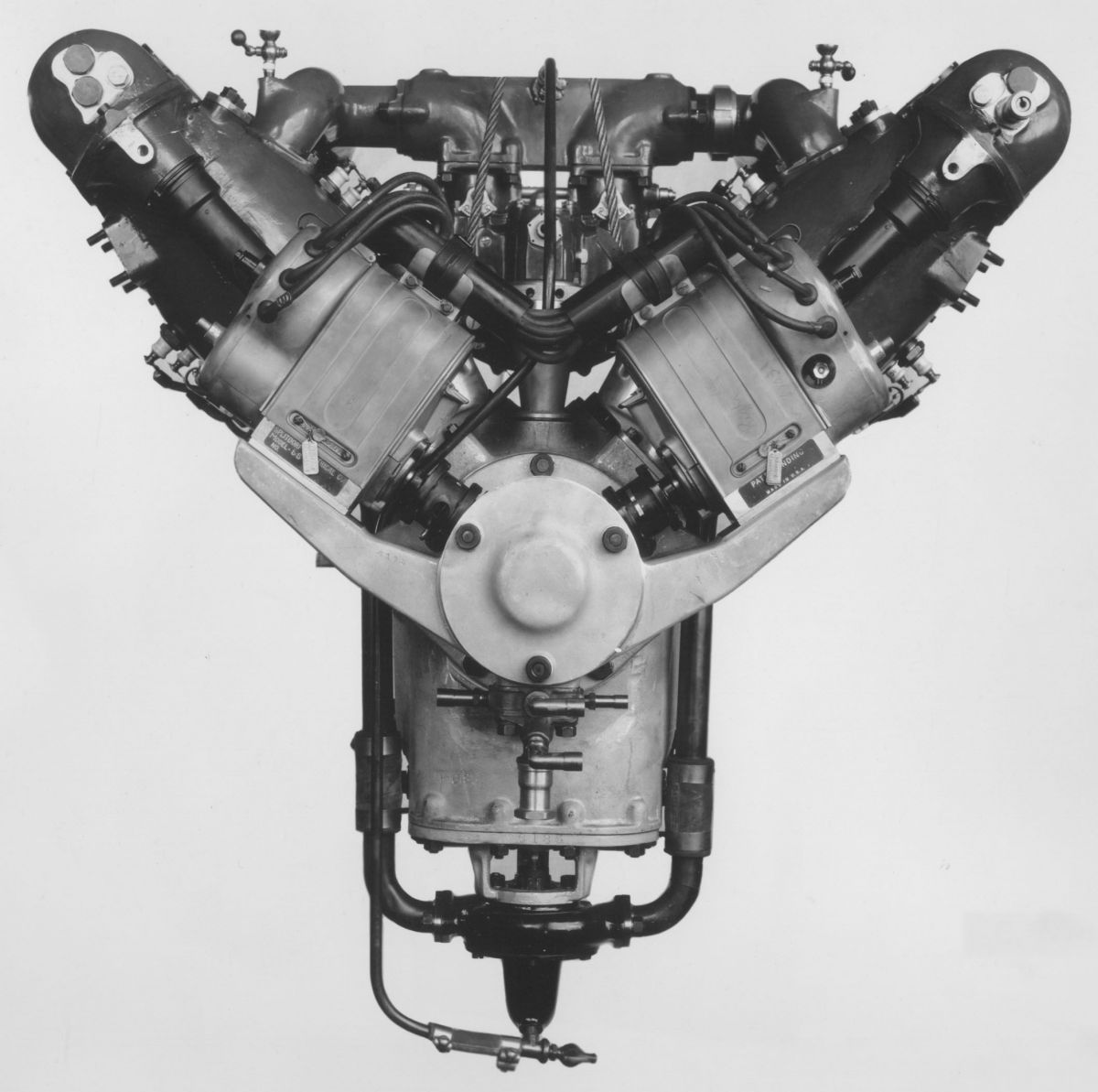
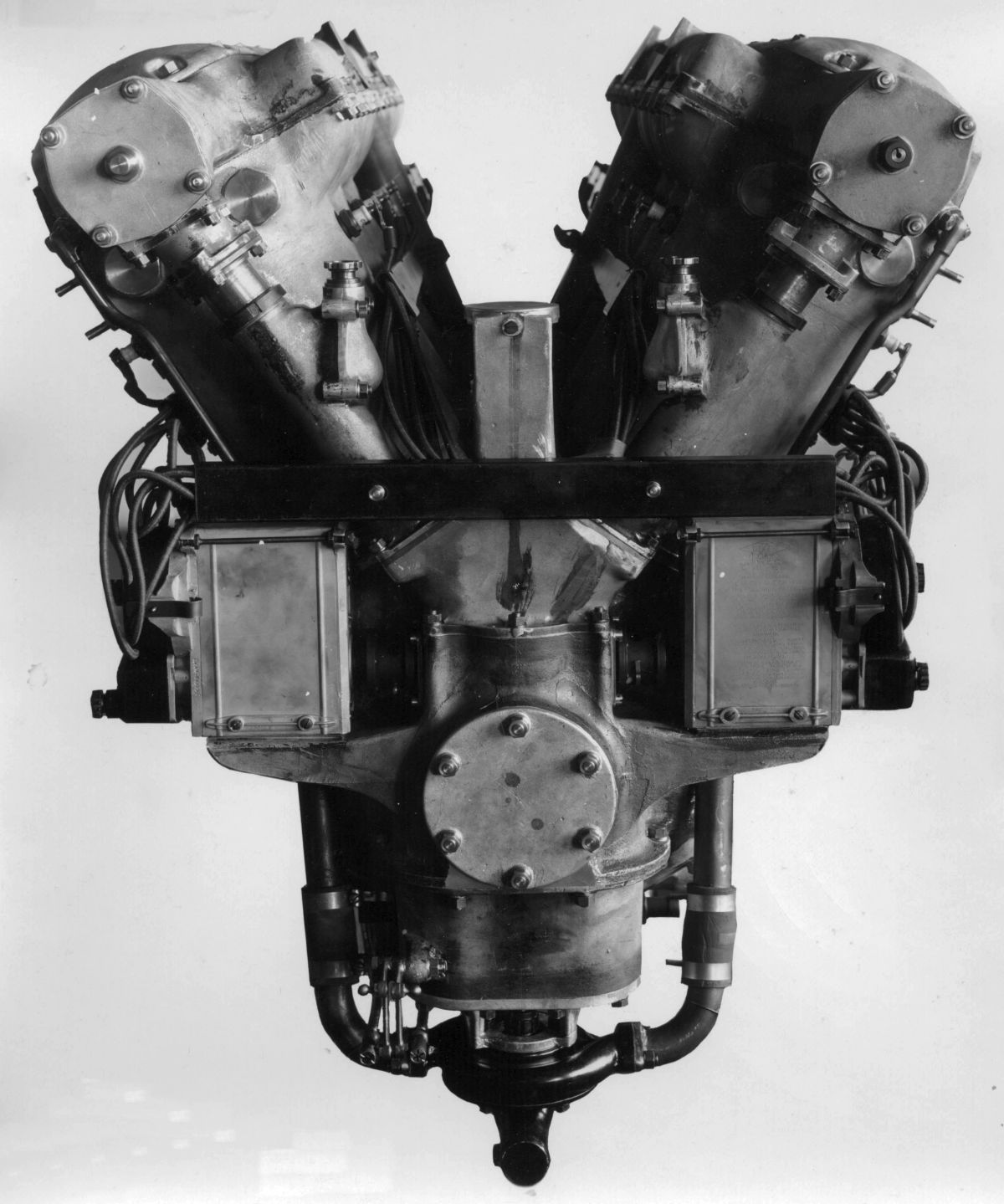
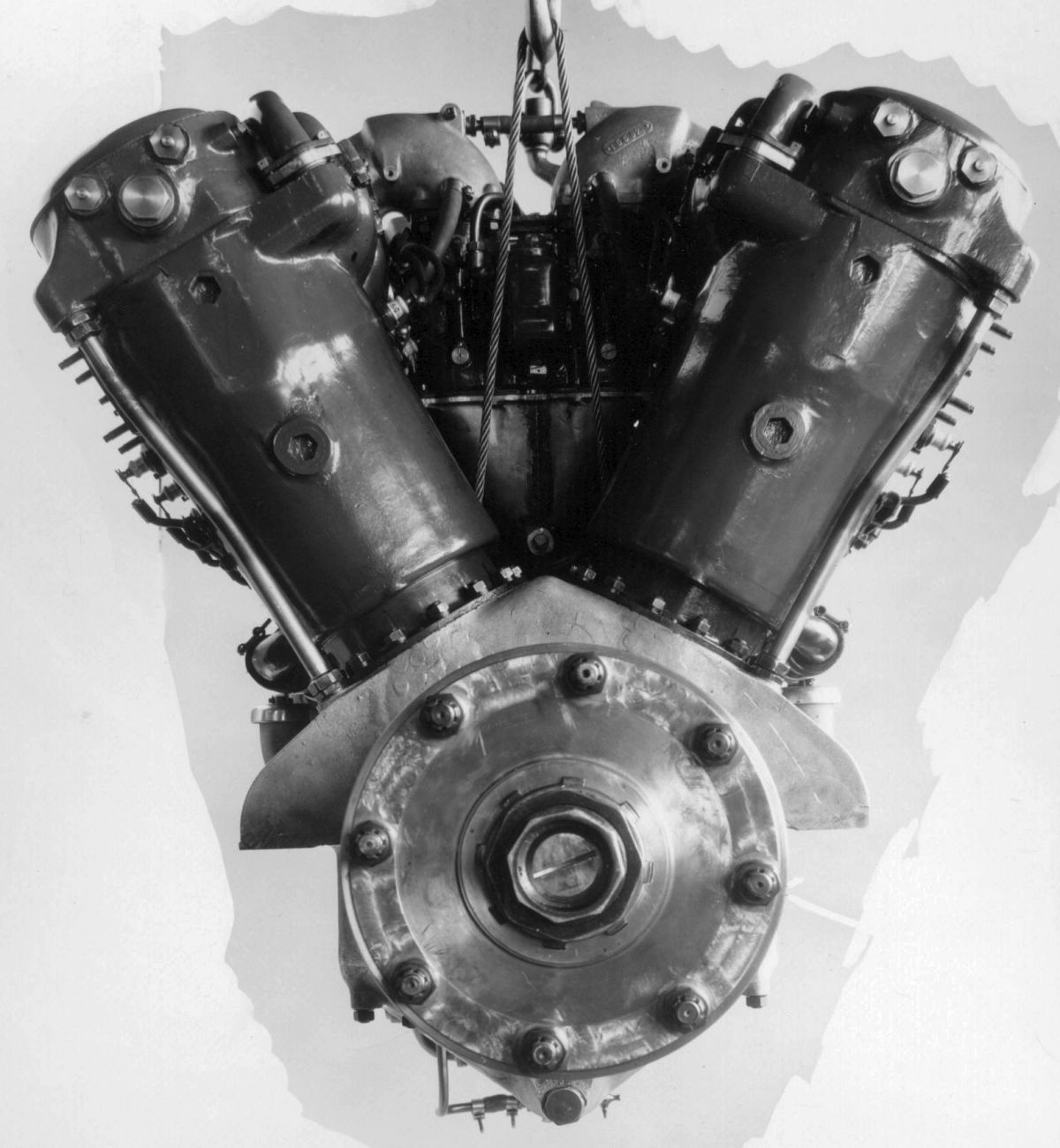
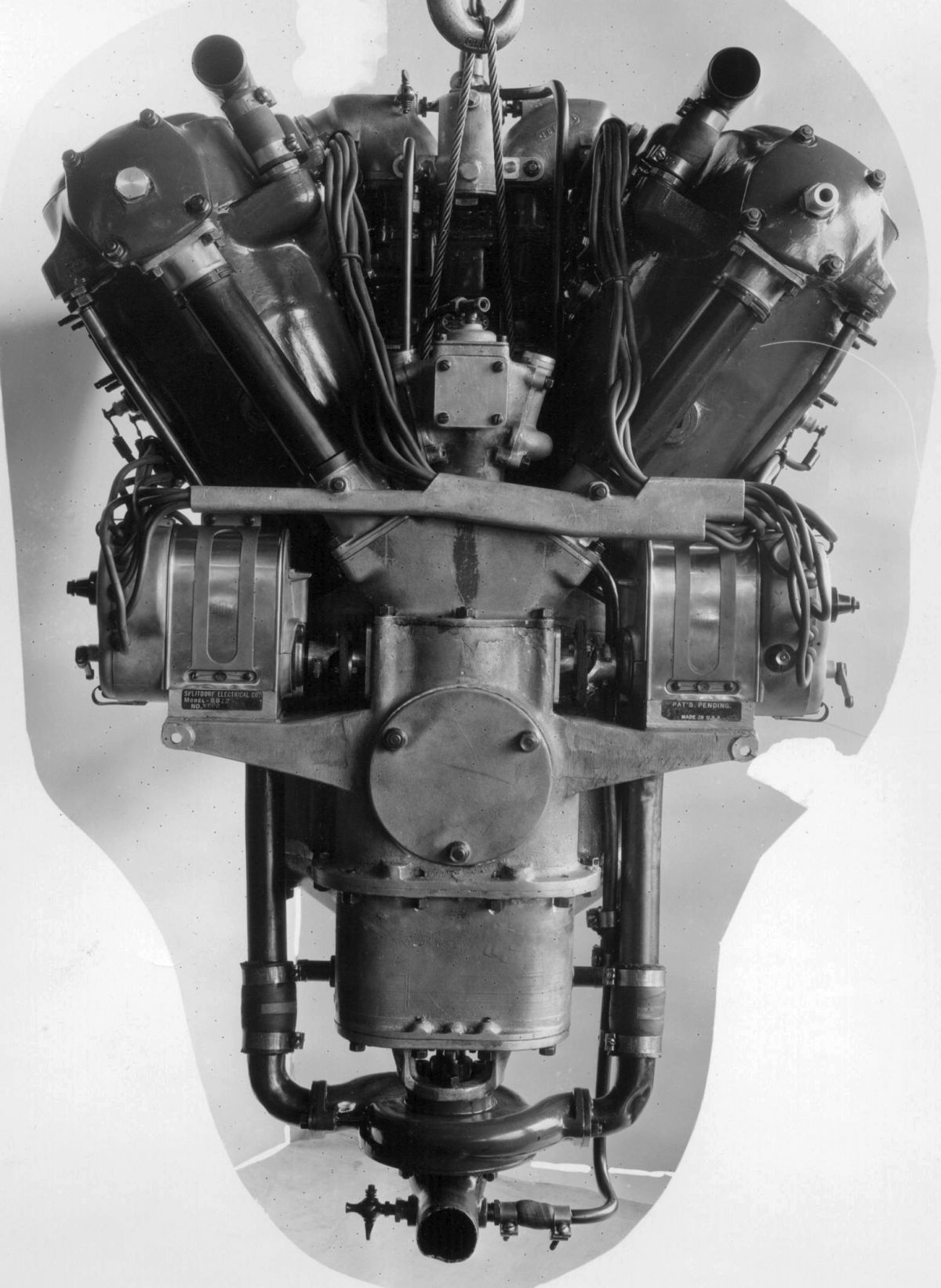
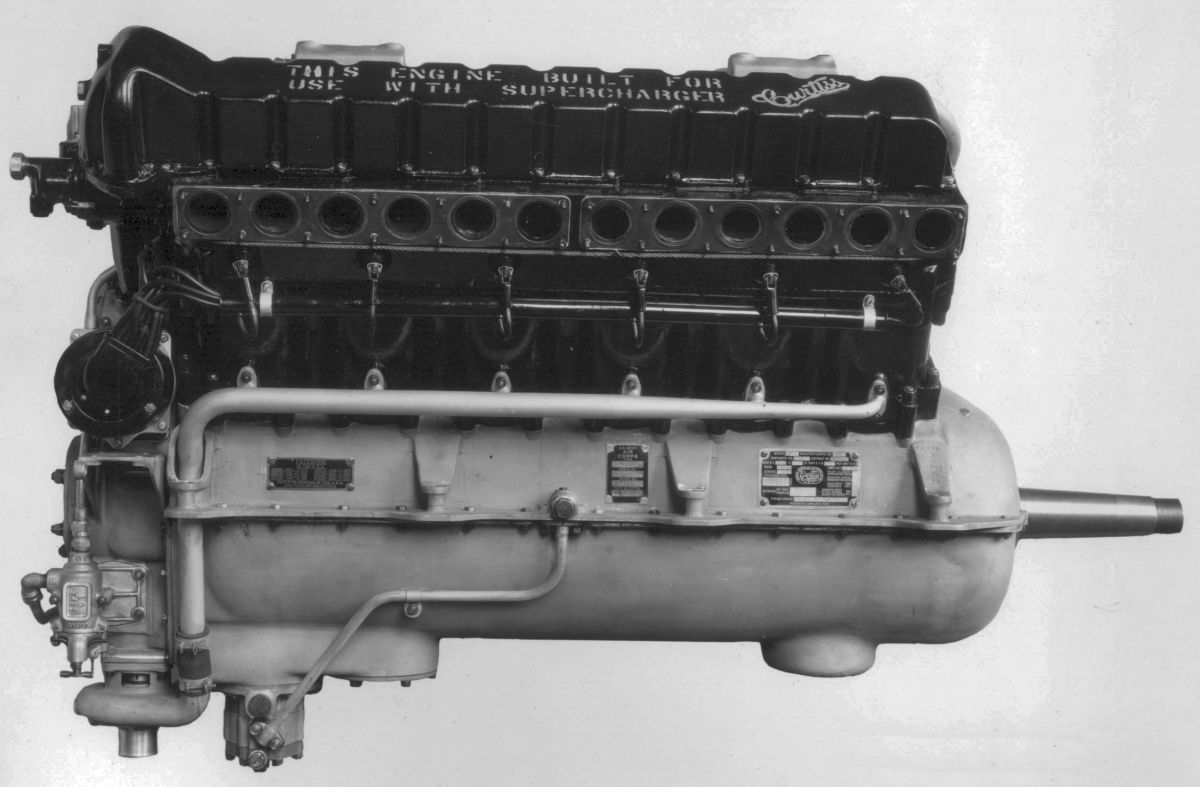
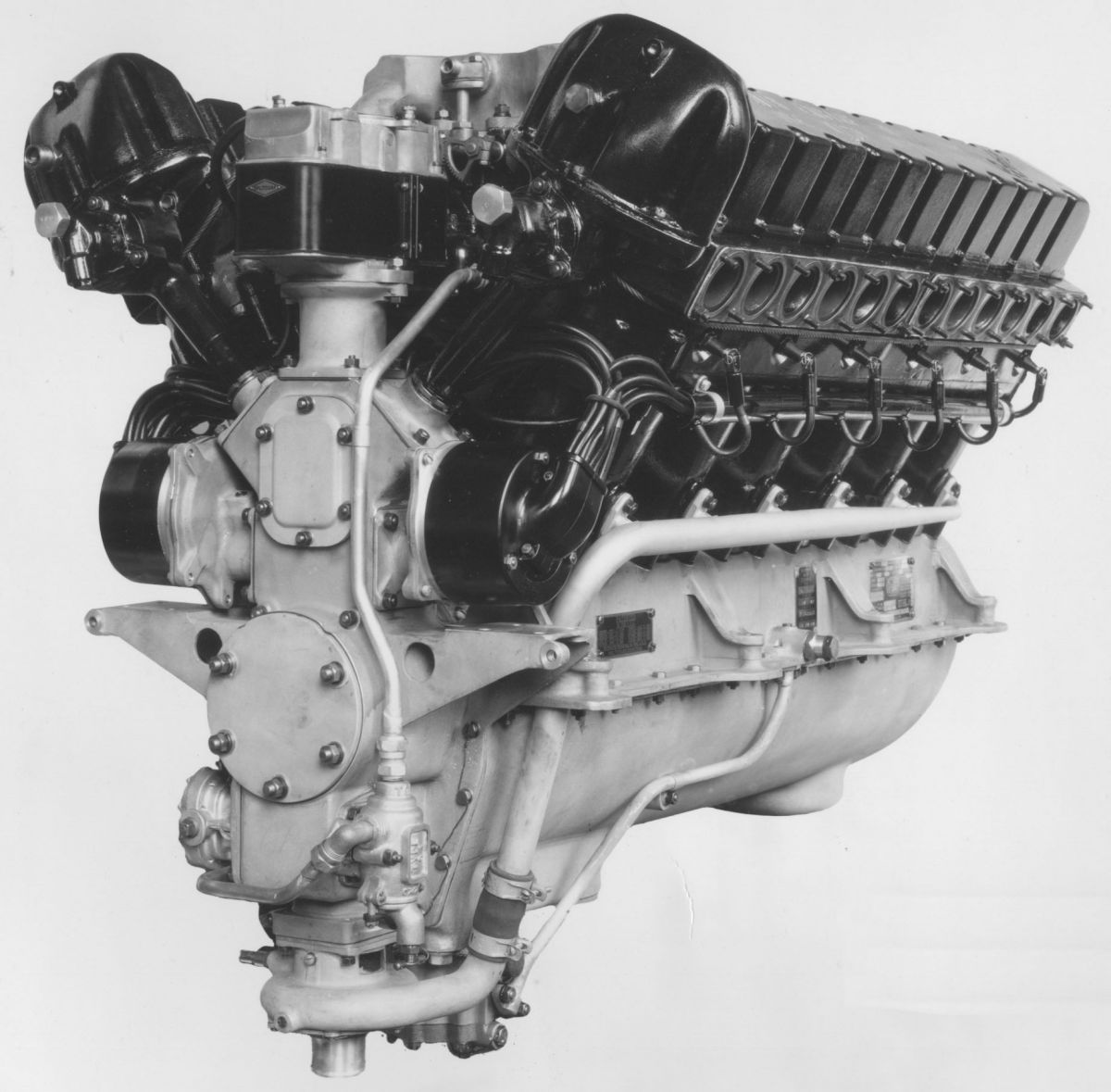
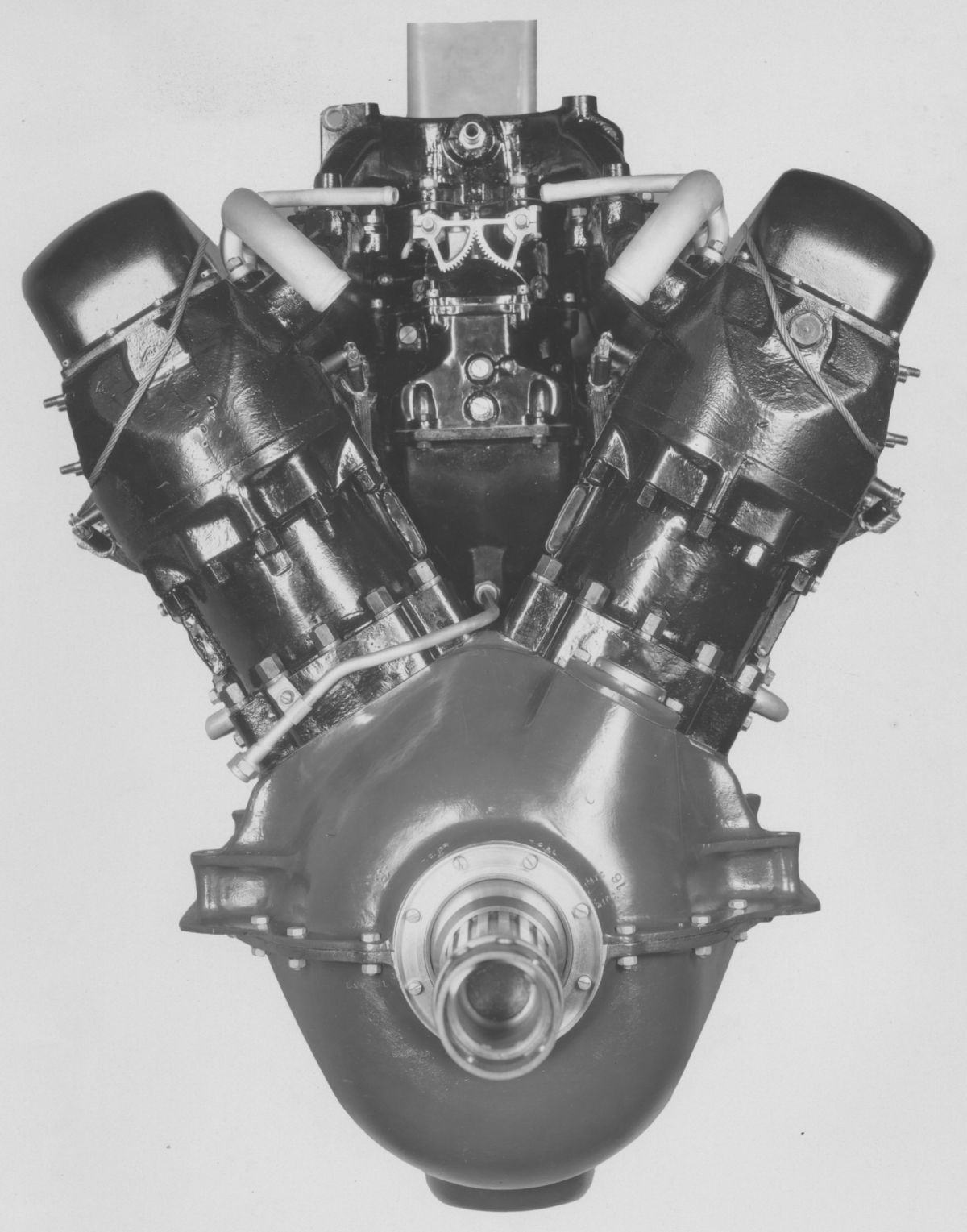
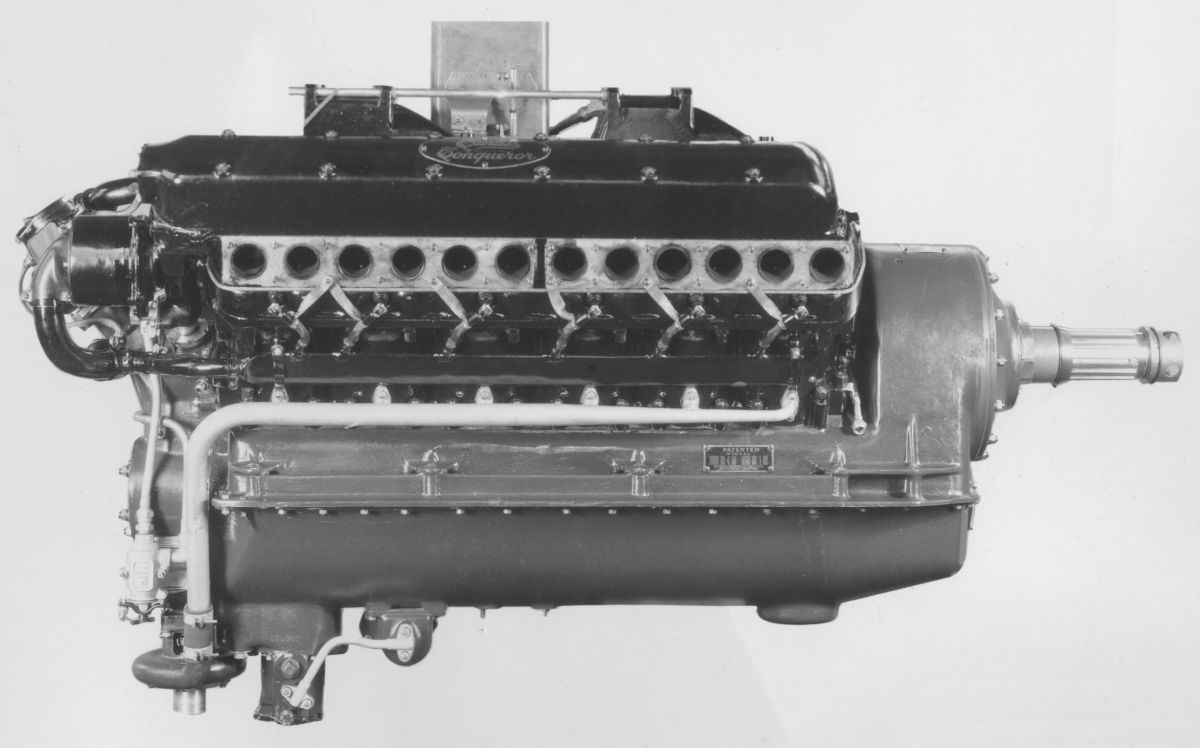
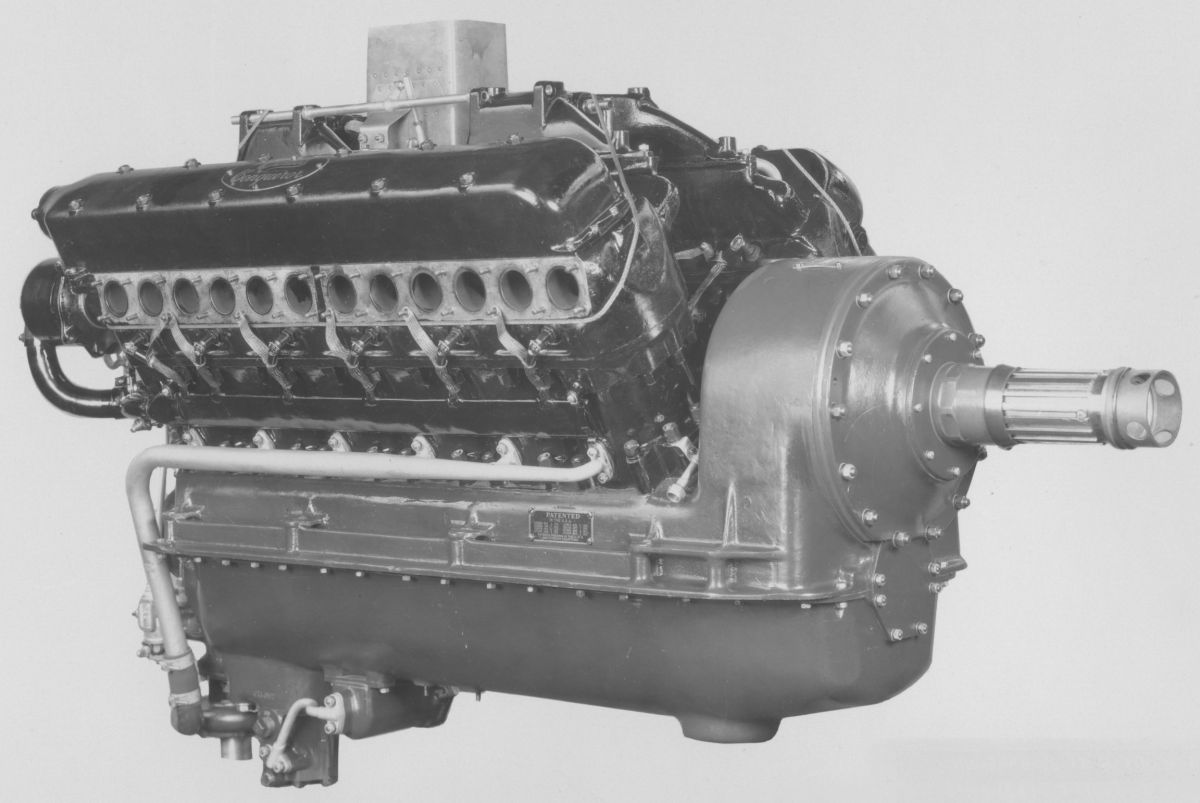
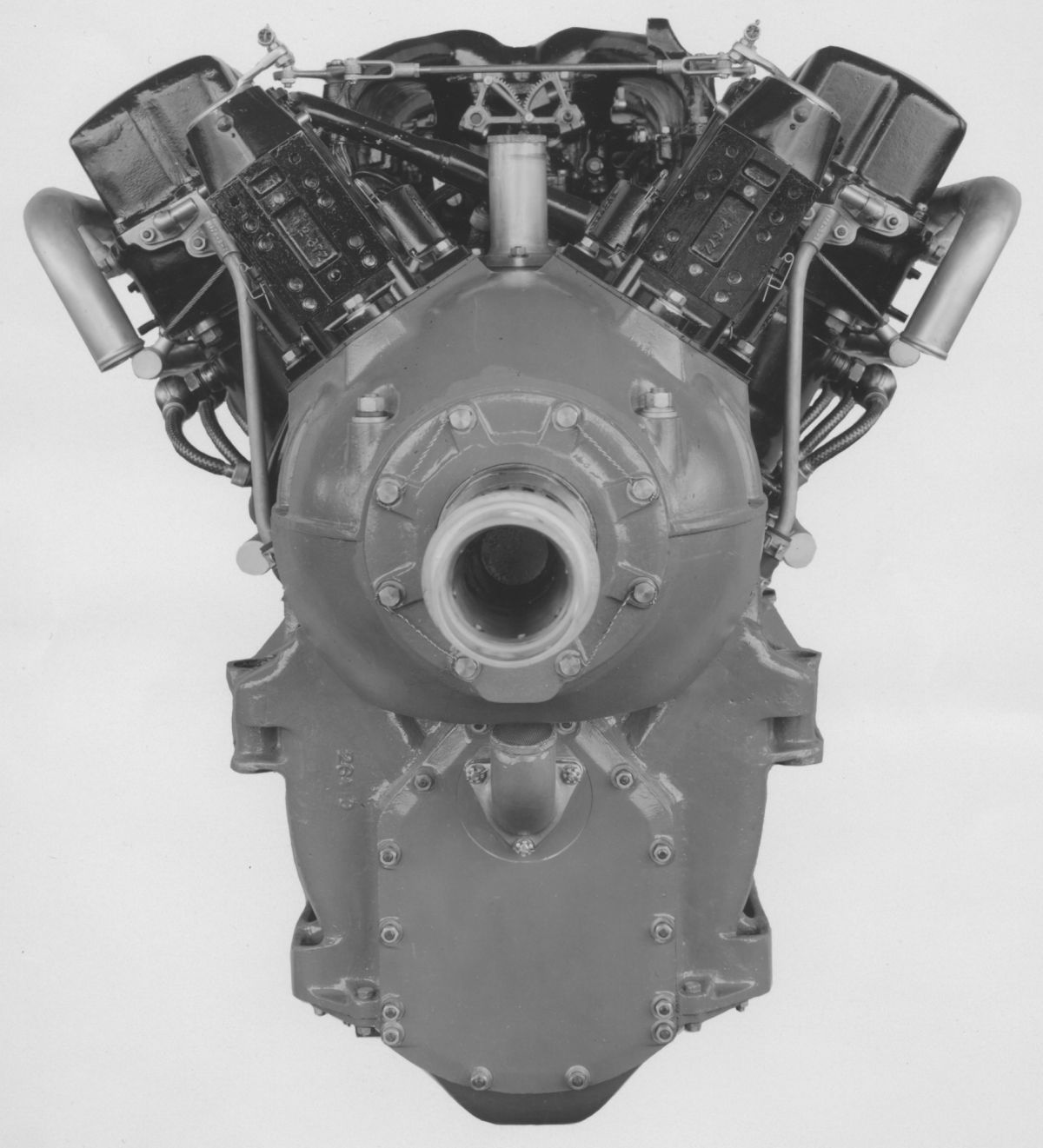
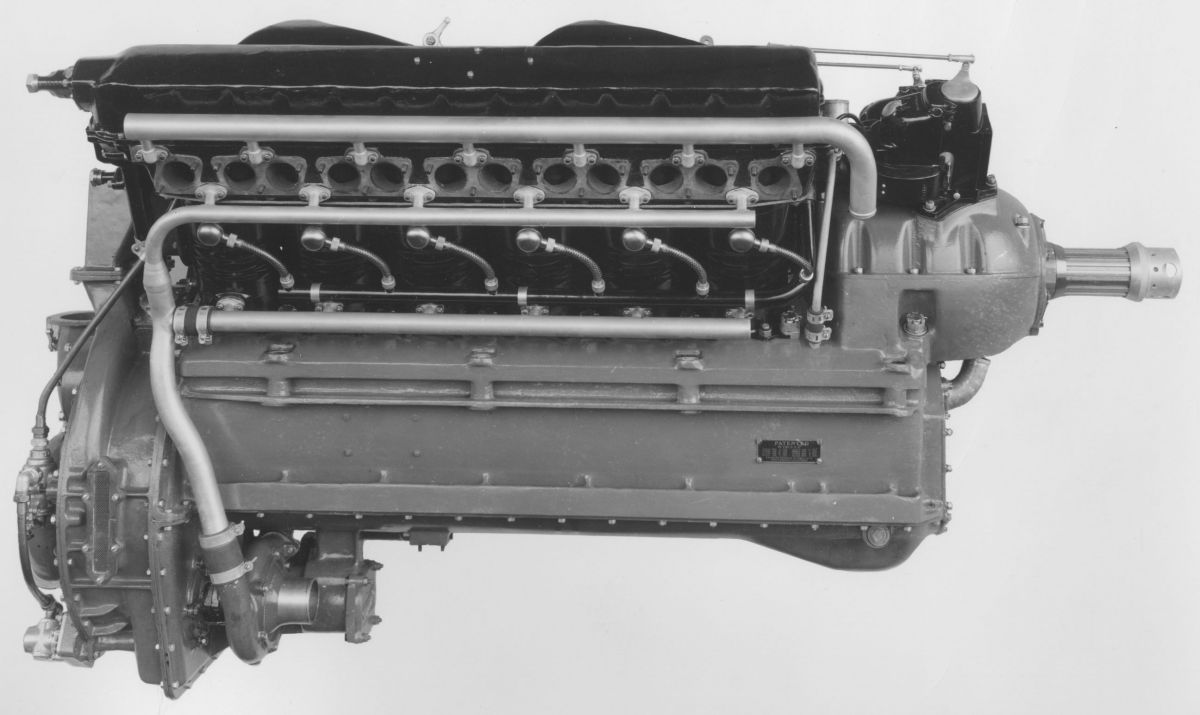
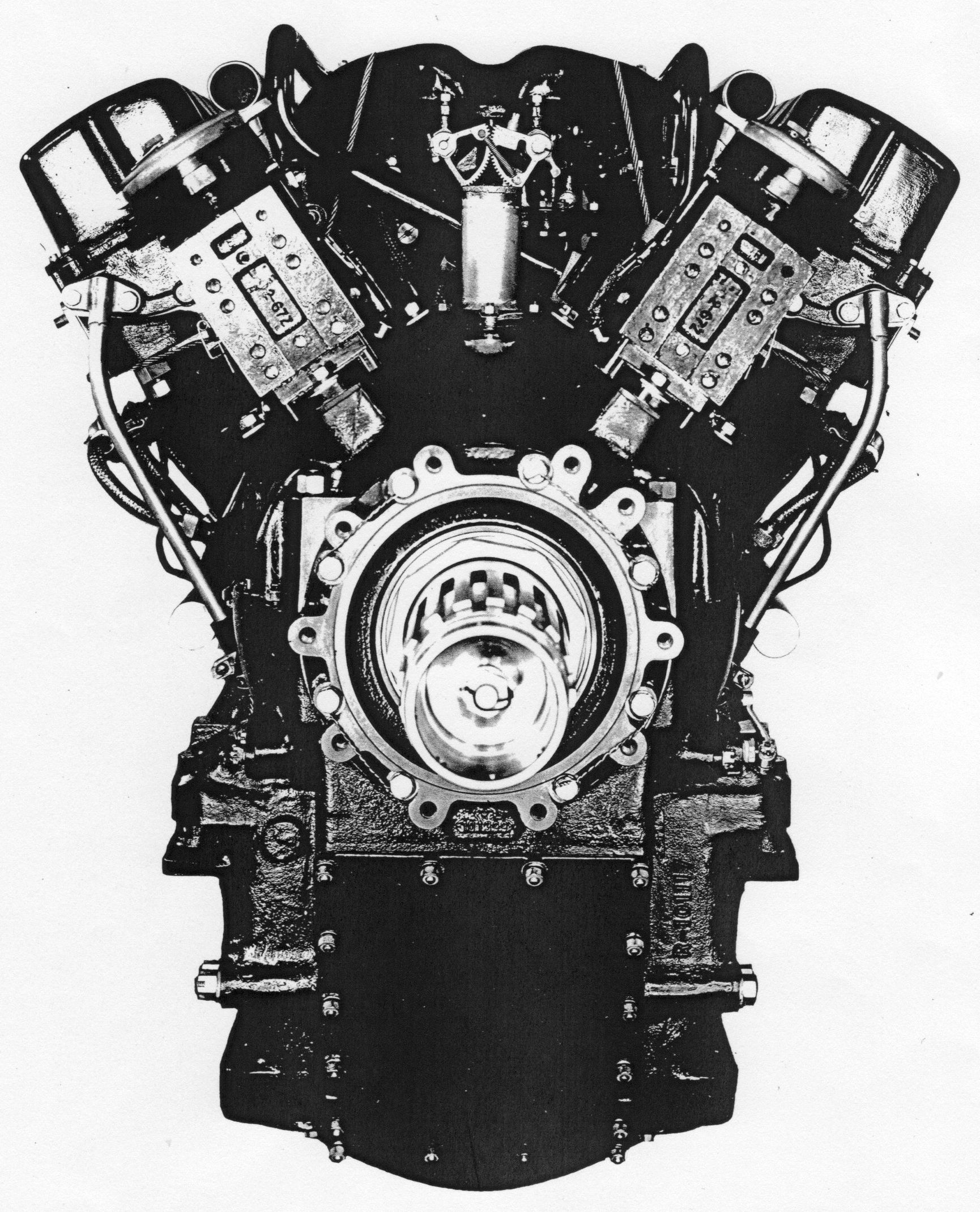
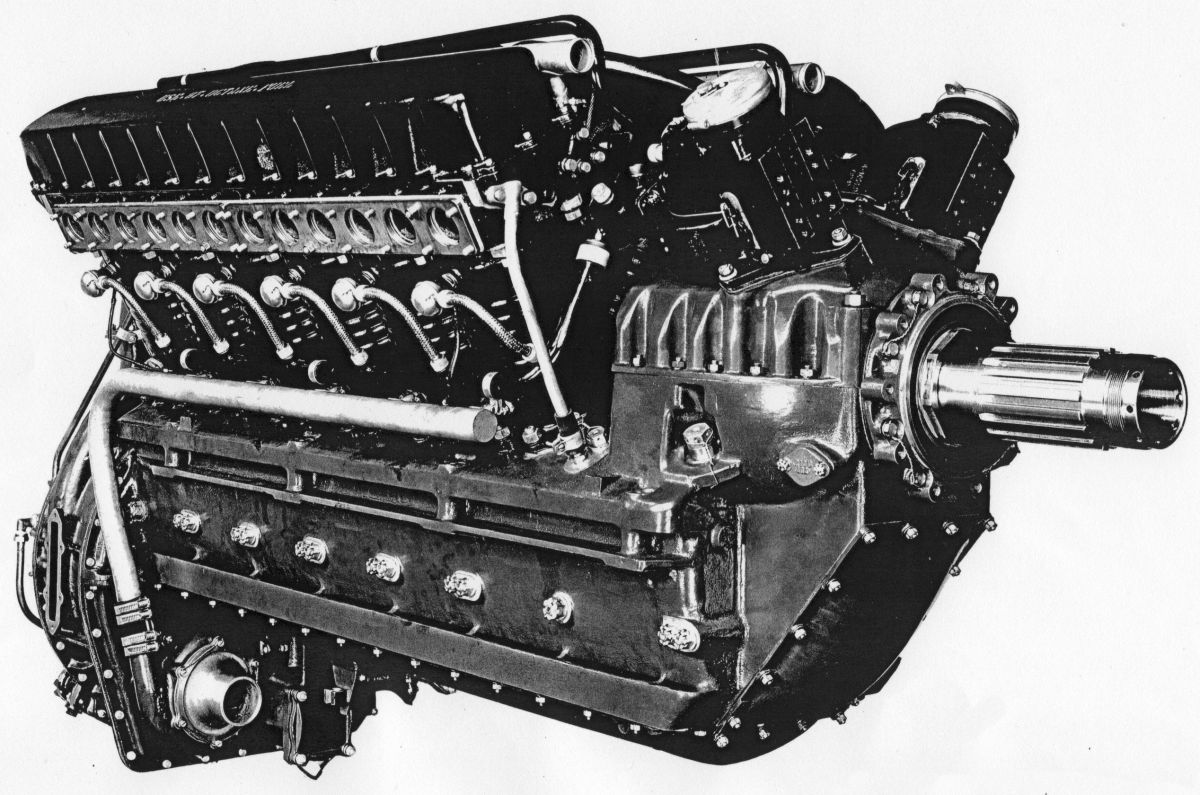
The SGV-1800 was a liquid-cooled 60° V-12 featuring individual closed-end steel cylinder barrels with copper-braised sheet steel jackets that were designed to support high-temperature cooling. The cylinders were bolted to all-aluminum heads cast en bloc. The heads carried intake and exhaust ports, valve guides, valve mechanism and camshaft covers. Two intake and two exhaust valves were provided for each cylinder. The exhaust valve heads and stems were sodium cooled. The counterweighted crankshaft, forged from nitralloy steel, was carried in a deep crankcase casting that was split well below the crankshaft, with the lower half serving primarily as an oil sump. The reduction gear was similar to the V-1570 except that the propeller shaft was carried by ball and roller bearings.
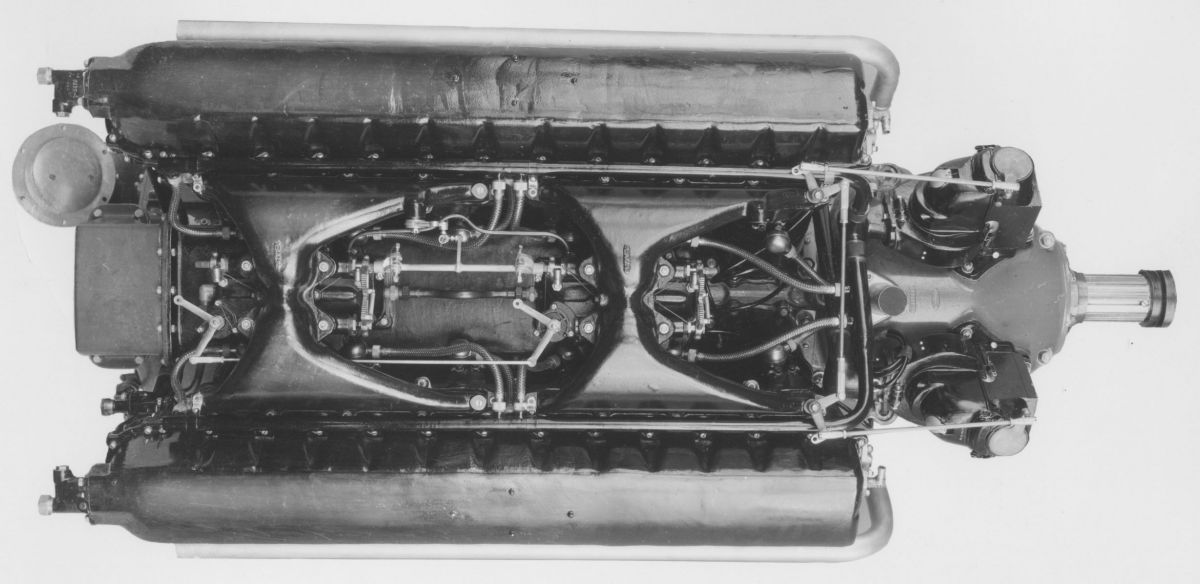
The centrifugal supercharger, located near the bottom of the accessory section at the engine aft end, was driven by a quill shaft from the crankshaft front. All other accessory drives, except the magnetos, were driven from the aft crankshaft via a spring coupling. The magnetos were mounted on the propeller reduction gear housing and driven from the propeller shaft. The induction system featured two pressure-type carburetors in the engine vee.
One of these engines (Bureau Number 14331, Manufacturer Number 23001, the prototype), was tested by Wright to U.S. Army Air Corps testing standards, and the results were reported by Air Corps Representative C.E. Mines.
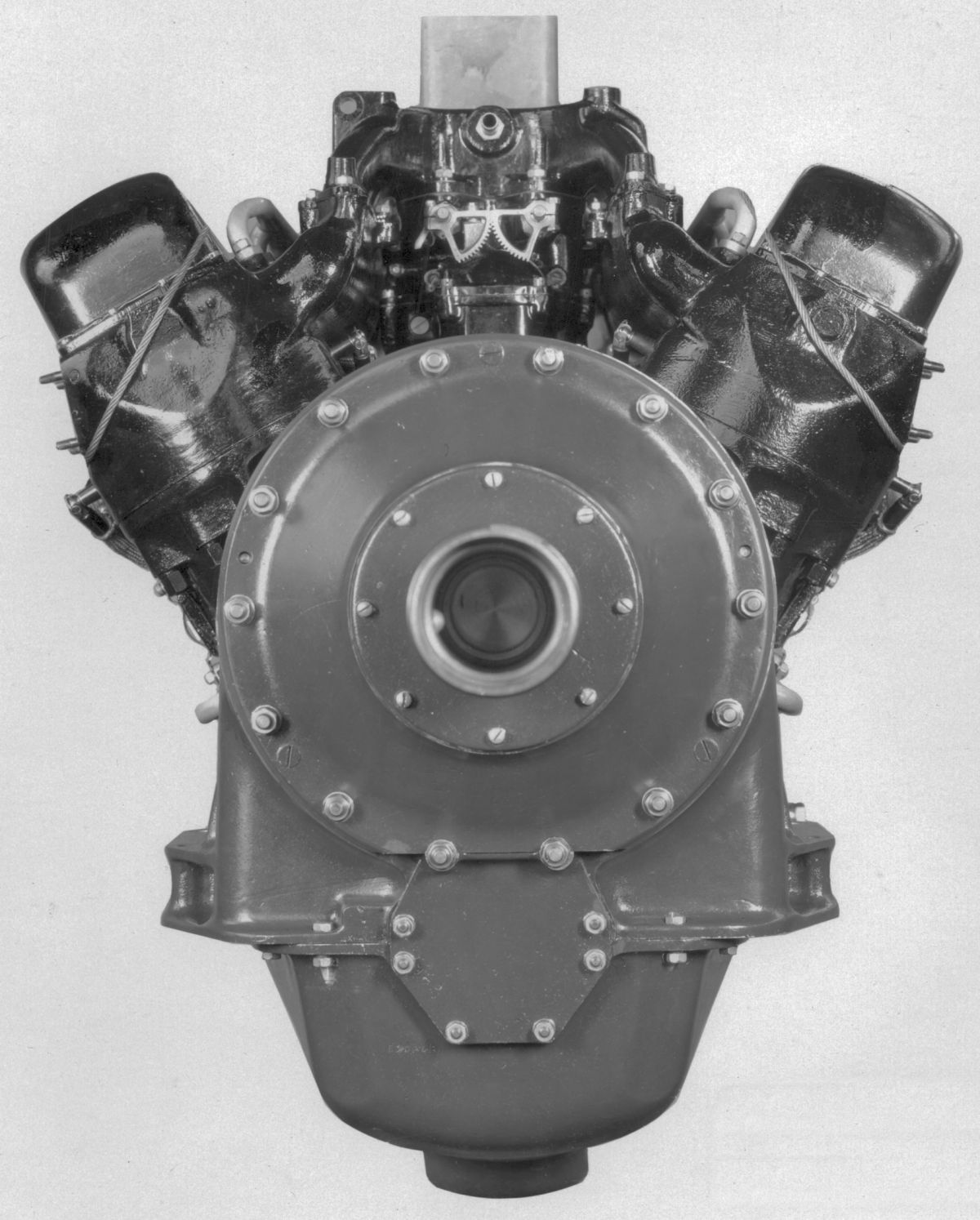
 |
 |
 |
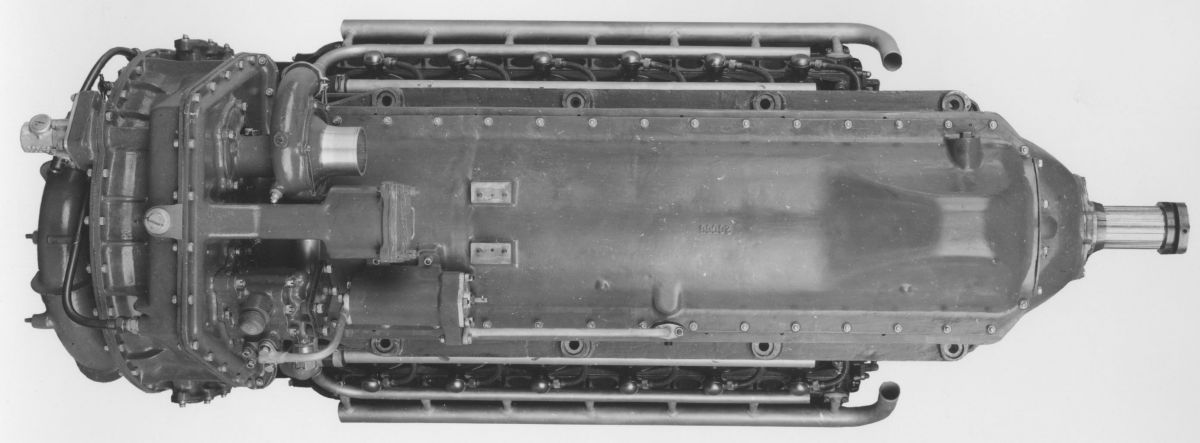 |
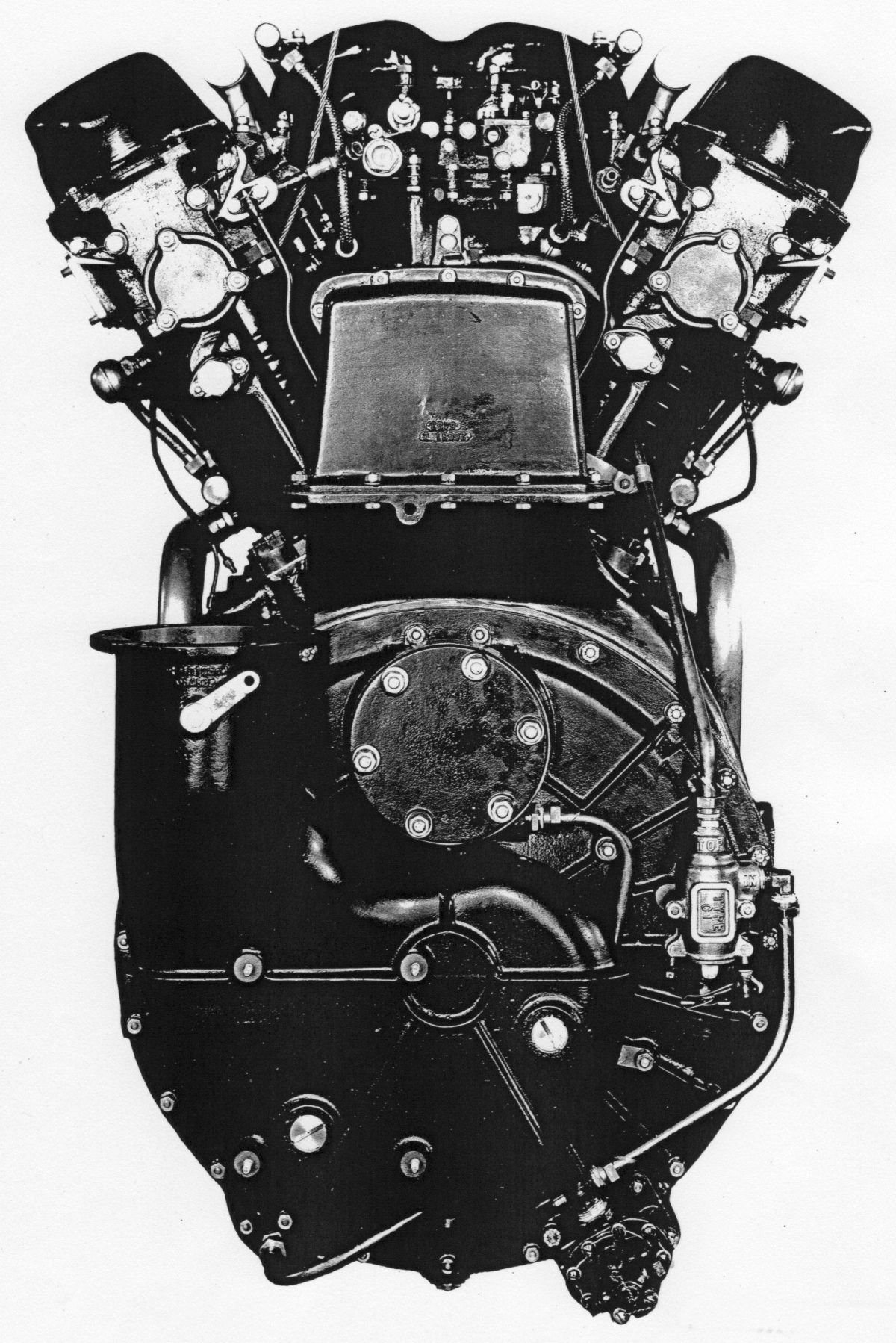
| Wright SGV-1800 | Wright SGV-1800 | Wright SGV-1800 (Top) | Wright SGV-1800 (Bottom) |
| Curtiss-Wright SGV-1800 Prototype Specifications | |
|---|---|
| Takeoff Rating | 750 hp at 2,400 rpm |
| Propeller Reduction Gear Ratio | 7:5 |
| Bore | 5.625" |
| Stroke | 6.000" |
| Displacement | 1,822 in³ |
| Compression Ratio | 6.8:1 |
| Supercharger Impeller Drive Ratio | 1:5.557 |
| Supercharger Impeller Diameter | 10.000" |
| Supercharger Impeller Tip Speed at 2,400 RPM | 582 ft/sec |
| Carburetors | Two Double-Barrel Stromberg NA-Y8D |
| Carburetor Venturi Diameter | 2.25" |
| Carburetor Main Metering Jet | No. 27 |
| Carburetor Main Air Bleed | No. 47 |
| Carburetor Idle Metering Jet | No. 62 |
| Carburetor Idle Air Bleed | No. 55 |
| Ignition | Two Scintilla V-AG-12DF |
| Spark Plugs | B.G. 38-2 Radio Shielded |
| Inlet Opened | 8° BTC |
| Inlet Closed | 53° ATC |
| Exhaust Opened | 57° BBC |
| Exhaust Closed | 23° ATC |
| Exhaust Plugs Fired | 38° BTC |
| Intake Plugs Fired | 33° BTC |
| Dry Weight | 1,160 lb |
| Overall Length | 77.000" |
| Overall Height | 43.031" |
| Overall Width | 29.469" |
Both performance and endurance tests were conducted on a dynamometer with combined electric and hydraulic power absorption. Fuel flow was determined by timing consumption of a predetermined volume. Air stack temperature and humidity was determined at the start of each calibration run with a sling psychrometer within a few feet of the air stack, and a power correction factor was applied to all readings. Power readings were taken at half-hour intervals during endurance testing and the psychrometer was read hourly.
Endurance testing procedures required that the engine be calibrated at full power and then operated for 45.0 hrs at its rated power of 750 hp at 2,400 rpm, 4.5 hrs at full throttle and 2,400 rpm, and 0.5 hours at 2,592 rpm (108%).
The first endurance test attempt began on 14 Jul 1932. After warming the engine up, a full-power calibration run was started, but an exhaust valve failed after only 15 min. Before the failure, the engine produced a corrected 818 hp at 2,400 rpm and a manifold pressure of 31.5 inHgA. Maximum power achieved was a corrected 878 hp at 2,810 rpm nd a manifold pressure of 32.0 inHgA. Complete data at 2,800 rpm were not obtained due to failure of 1R exhaust valve due to separation of the valve head from stem at a circular crack extending from the sodium cavity perimeter. Four other similar failures appeared to result from forging cracks and sharp internal features. The engine was returned to the shop where the Thompson Products exhaust valves were replaced with new Rich exhaust valves. A new piston, new rings, and new inlet valve guides were also installed. The engine was then installed on a dynamometer, but after two hours running, it was returned to the shop to grind the valves. During the running that had occurred thus far, spark plug terminals had persistently vibrated off the spark plugs. This was ultimately cured by safety-wiring the terminals to the spark plugs.
Calibration was completed on 18 Jul 1932 and an endurance run was begun. This run ended with failure of the left camshaft idler shaft after 0.5 hr running at 780 hp and 2,400 rpm. The idler shaft cracked in torsion, the crack having begun at the gear end. Heavier shafts were made and installed before testing resumed. The supercharger drive was reworked to provide a thrust bearing for the idler shaft helical gears. The engine was reassembled with heavier snap rings on the spark plug terminals, new piston rings, and No. 27 main metering jets in the carburetors. While waiting on new camshaft idler shaft, the engine was returned to the dynamometer.
New camshaft idler shafts were installed on 23 July 1932, and a second endurance test attempt started. After run-in and calibration were completed, endurance testing began. This ended after 0.25 hr running at 780 hp and 2,400 rpm because of a cracked camshaft oil pressure gage line connecting the two banks. The line was repaired and the pressure gage connected to the right camshaft oil supply only.
A third endurance test attempt began on 25 July 1932, but was interrupted at 5.0 hr to install a new-design camshaft oil supply tube, replacing a cracked one. The Coolant outlet manifolds, both of which were leaking at the cylinder stub connection fillets, were also replaced. A small crack at the inlet spark plug base in the 5R cylinder jacket was also leaking, but did not appear to enlarge during the next 4 hrs. The endurance test continued on 26 Jul, ending after 9.0 hr due to a failure of the left inlet camshaft just forward of the fore cam lobe. The failure appeared to have been due to bending fatigue, a crack having started in tool marks in the camshaft bore. Both associated inlet cam follower lock screws also failed, as did an inlet valve stem between the retaining circlet and threads. The valve was retained in its guide by the circlet.
When the engine was disassembled several unsatisfactory conditions were found:
• A stud had been pulled from the crankcase at the 3L cylinder
• The oil pan had cracked near the generator drive housing
• The generator drive shaft and stub shaft had failed
• Exhaust valves were starting to burn at their outer edges
Total running time on the engine at the conclusion of the third endurance attempt was 71:13 hrs below 700 hp and 23:03 hrs at 700 hp or greater, with 4:47 hrs at full throttle.
Before testing continued, Wright made a number of changes to the engine, which included:
• A new oil pan with interior and exterior stiffening ribs near the generator housing
• New master rod bearing shells
• New exhaust valve seats with the outside diameter increased from 2.078" to 2.125"
• New intake and exhaust valves
• New intake valve guides
• New camshafts with reamed bores
• New cam followers
• Addition of restricting flanges at the cylinder head coolant outlets, which increased coolant around the cylinder sleeves to improve valve seat cooling
• Scintilla magnetos with pivotless breakers.
Testing resumed on 18 September 1932. After a three-hour run-in where speed increased from 600 to 2,400 rpm. Engine operation was smooth except for an exhaust pulsation at about 2,000 rpm. Mixture distribution appeared to be good during lean running but erratic when rich. The engine was then run for half an hour at 90% of rated power, and then another half-hour at full power. The last run was terminated by coolant leakage into the cylinders. The engine was disassembled, and the following discrepancies noted:
• Two pistons had cracked between the pin boss and crown
• Cylinder barrels 5R and 6R were split along their full lengths
• All cam lobes and cam followers were badly scored
• The right magneto bearing was seized
Wright investigated the failure and reported that cylinder barrel ribs were insufficient to prevent deflection and planned to double the previous number. Piston forging modifications were planned to stiffen the pin bosses and crown. Wright had no clue why the cams and rollers had scuffed, but planned a thorough study to investigate all geometric, material and lubrication aspects. The cylinder head pattern was being changed to incorporate seven bearings per camshaft.
Clearly, Wright had a long way to go before the SVG-1800 would be a viable engine. According to Arthur Nutt, work on the engine continued into 1934, but there is no record of further SGV-1800 testing for the Army. The Navy had run out of money to support its high-speed development program, and the Army, starting about 1930, had set out on a high-performance development program of its own that featured flat engines rather than V-types.
After the Endurance Tests
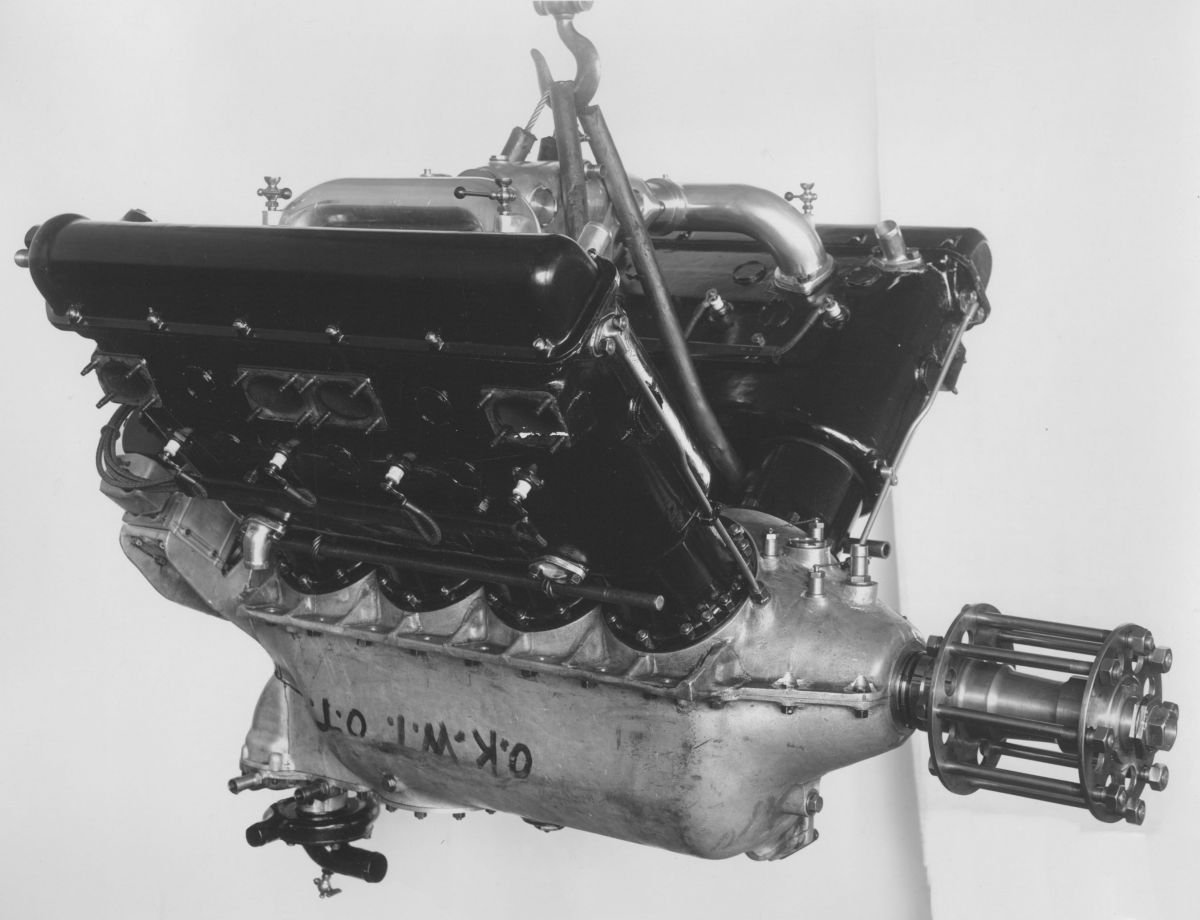
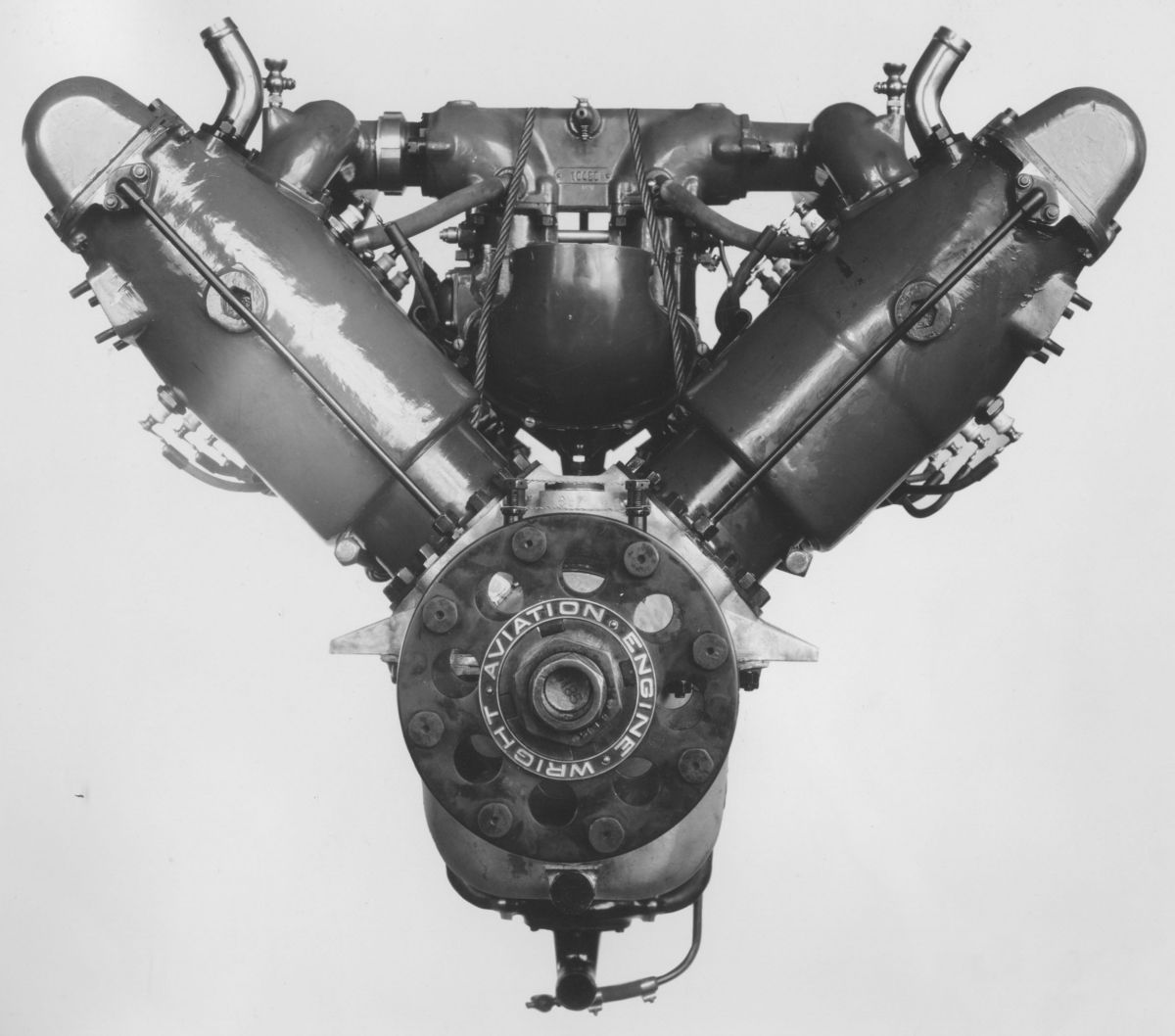
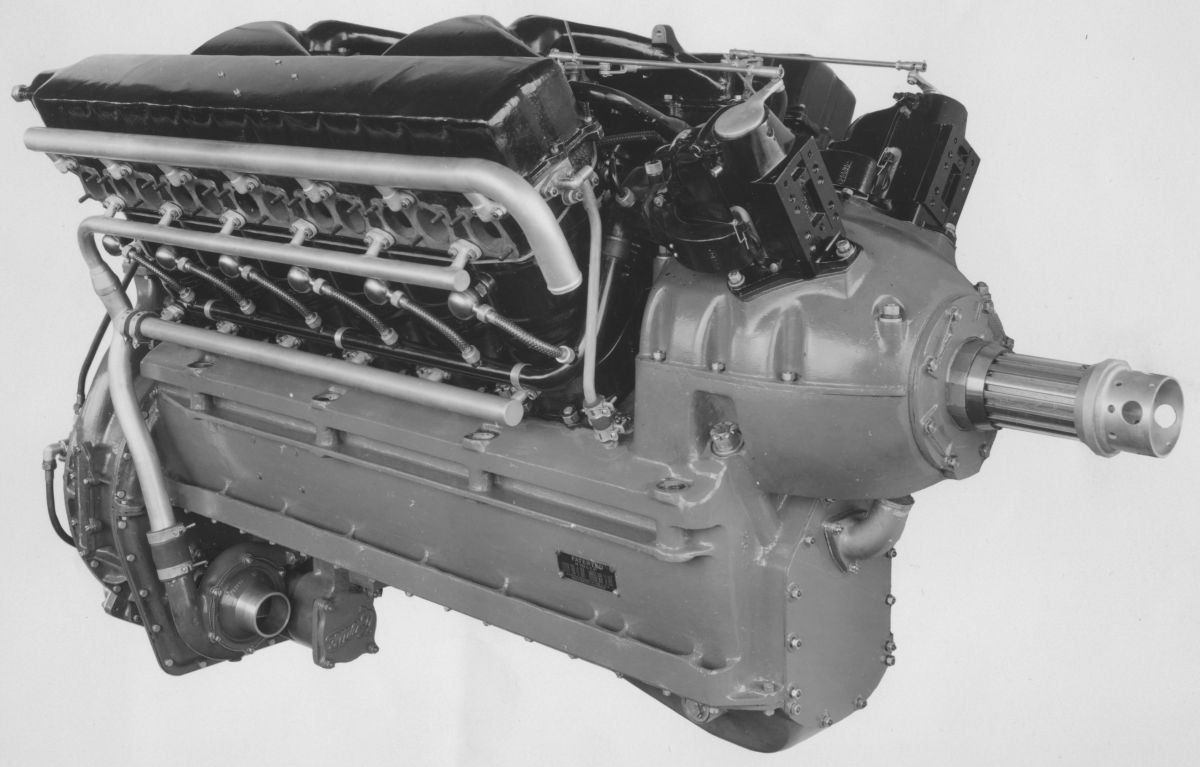
Wright continued limited development through July 1934. This effort is outlined in a Wright Aeronautical Corporation report, which provides additional information about its detailed construction.
 |
 |
 |
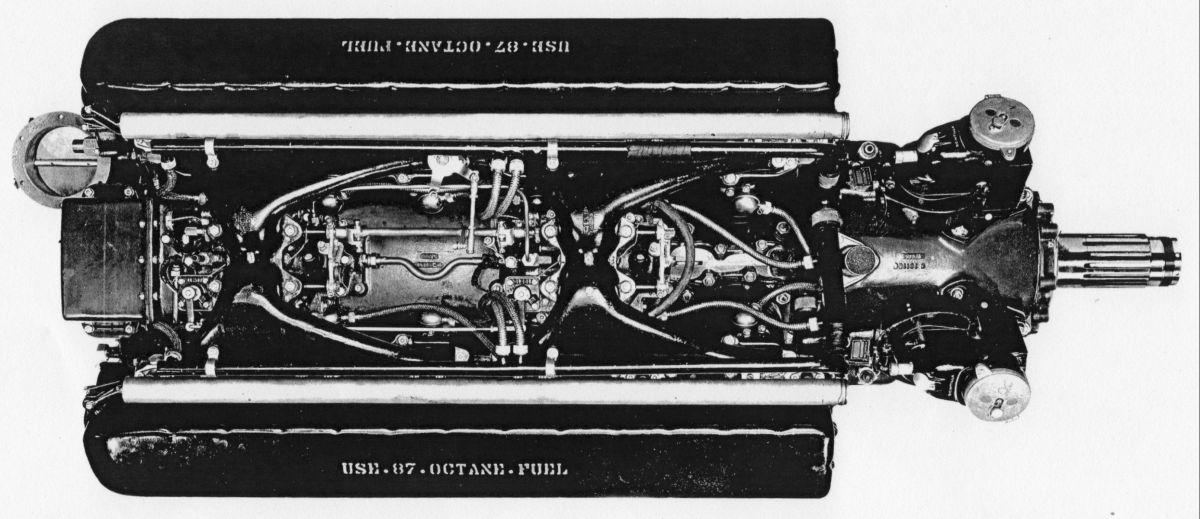 |
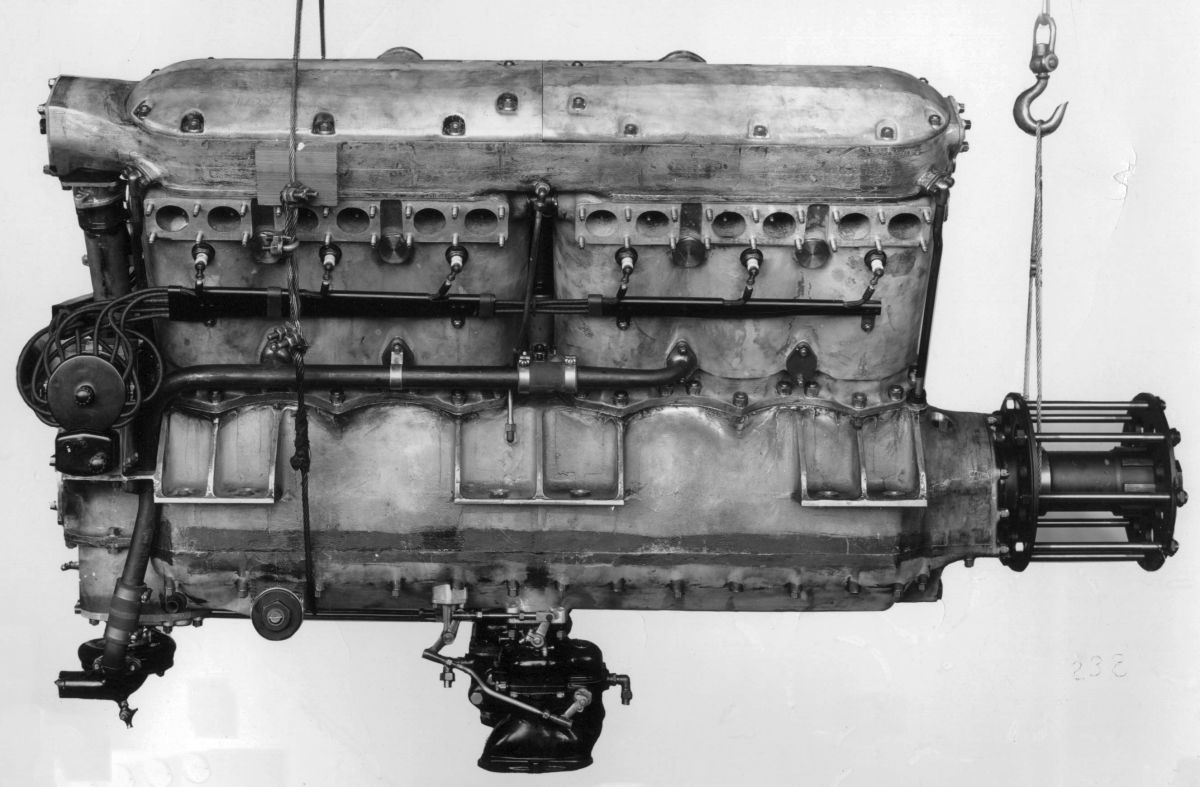
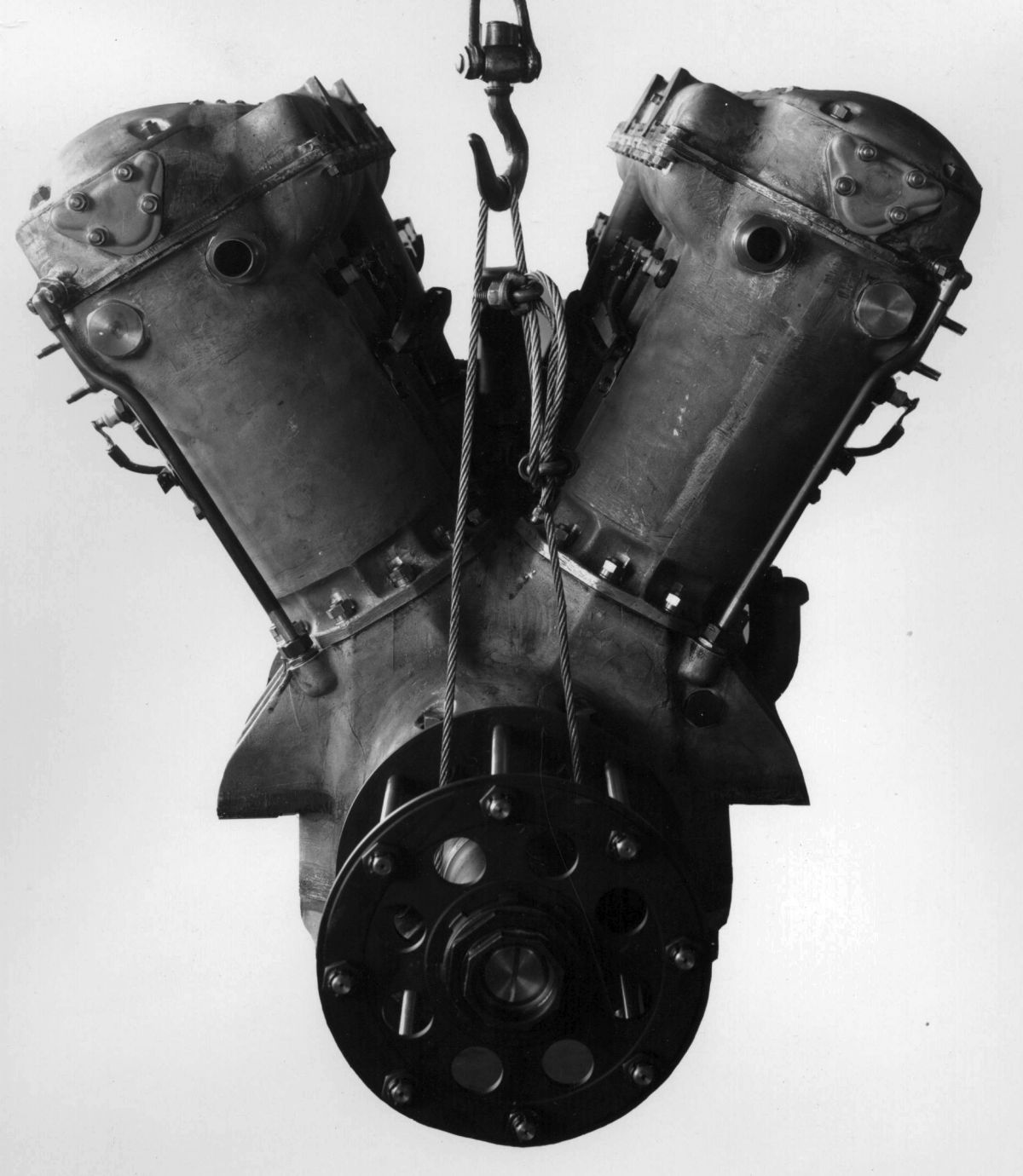
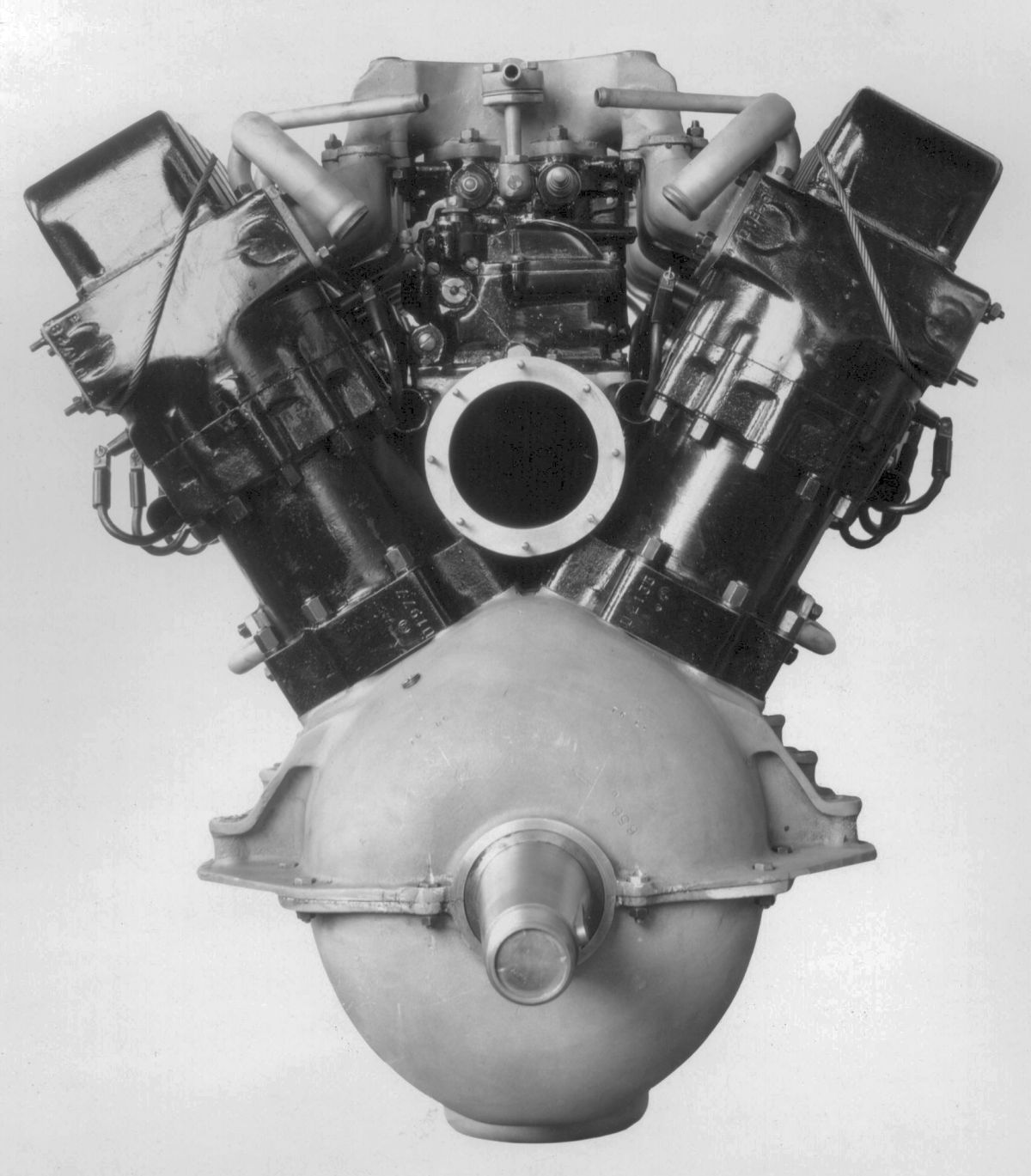
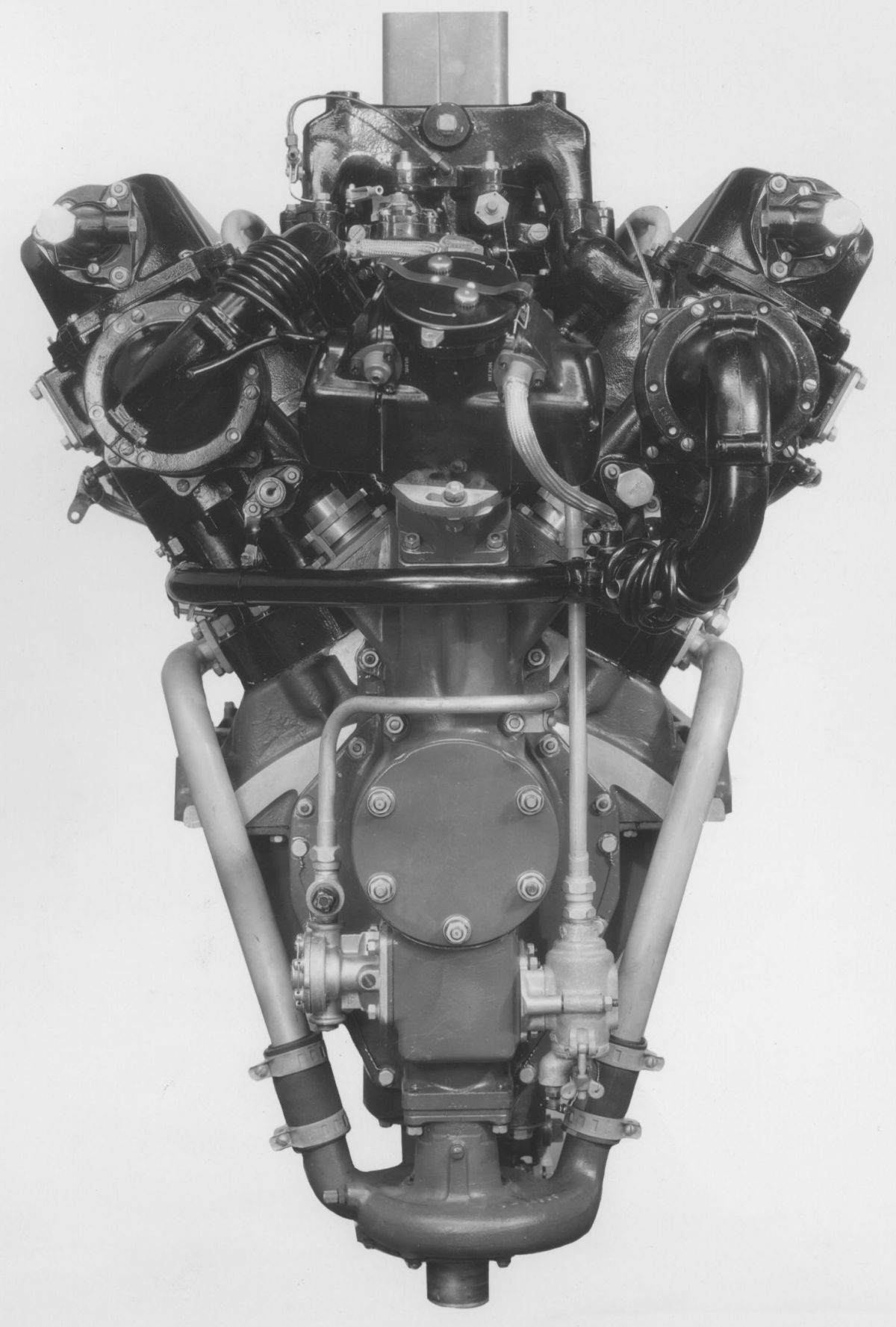
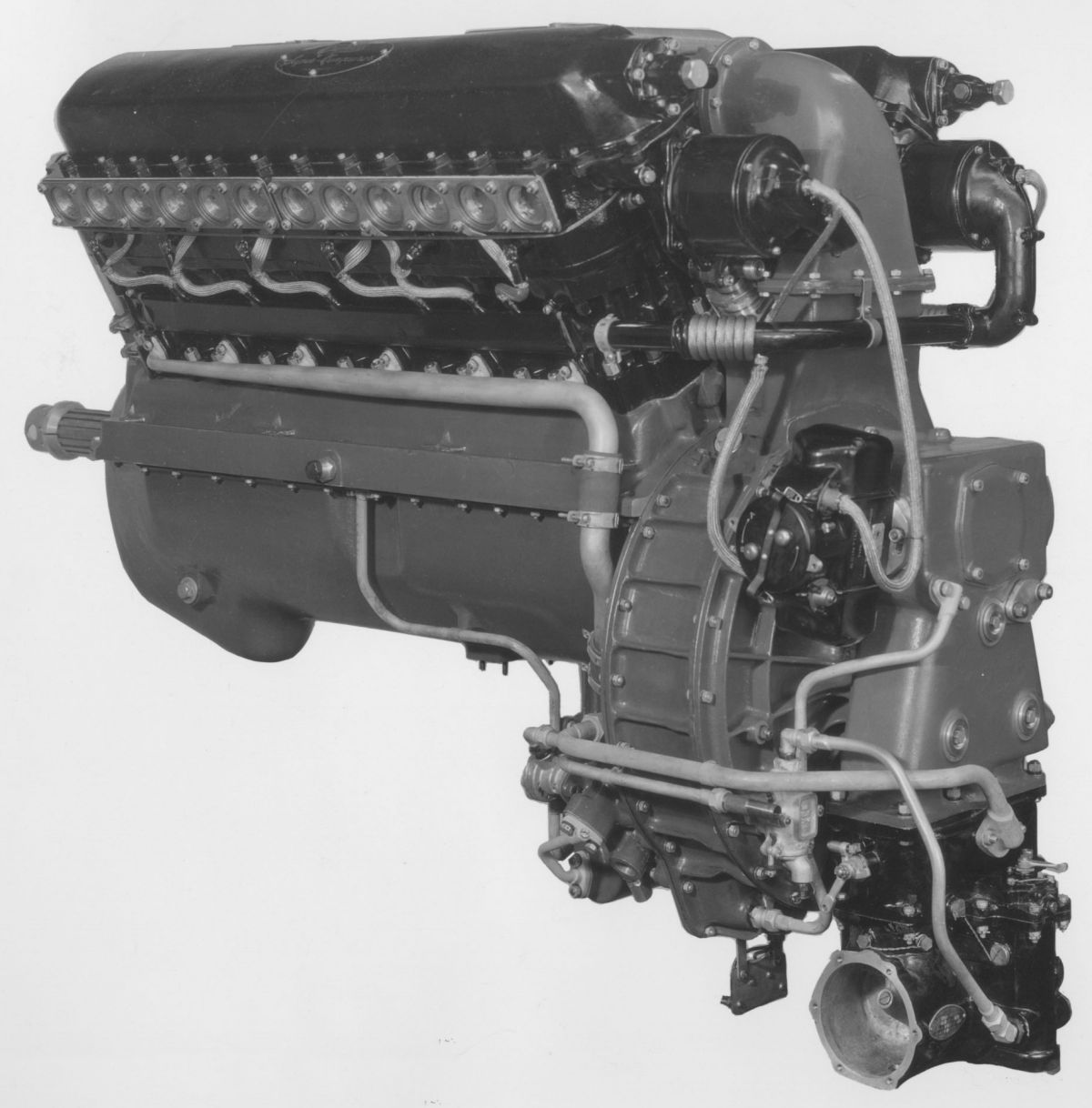
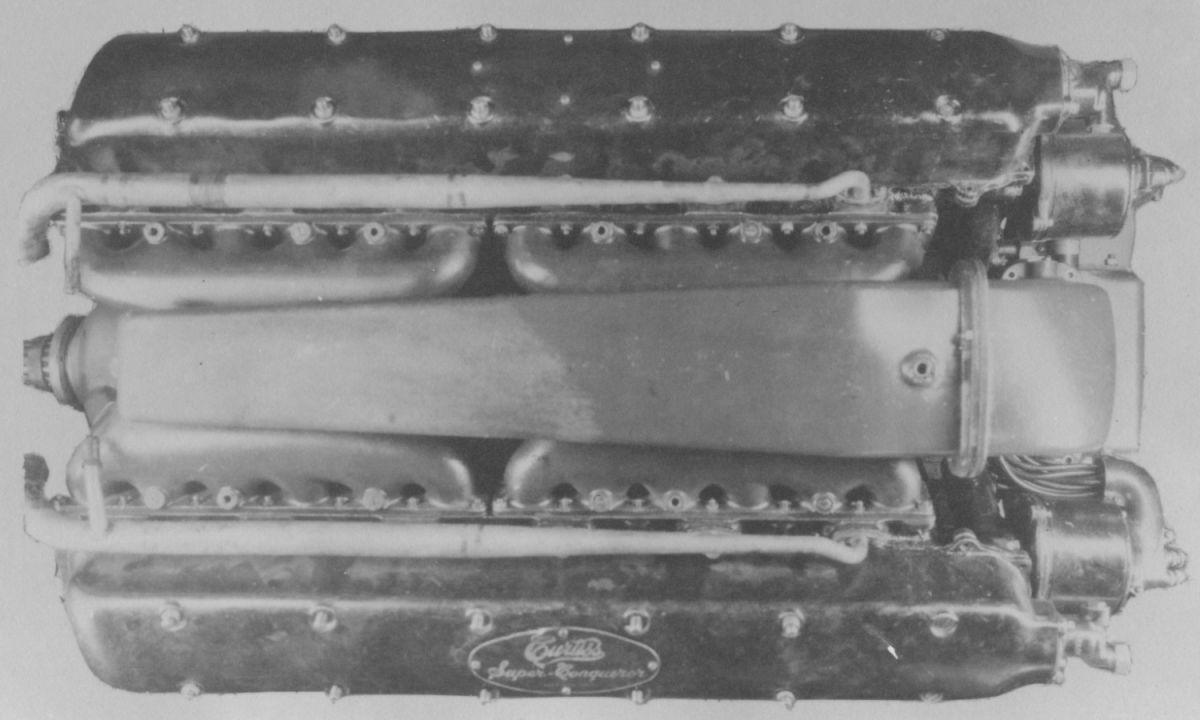
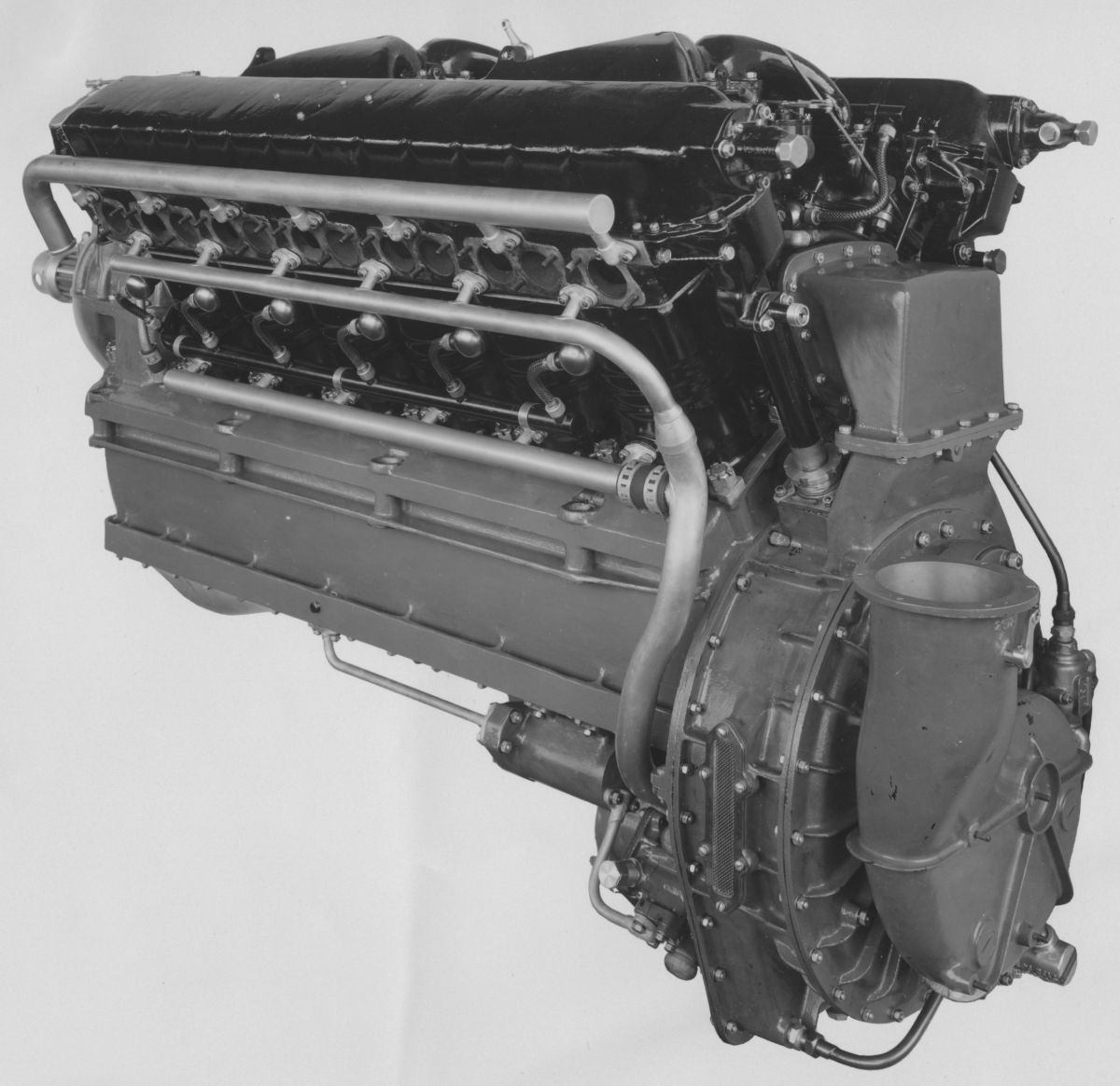
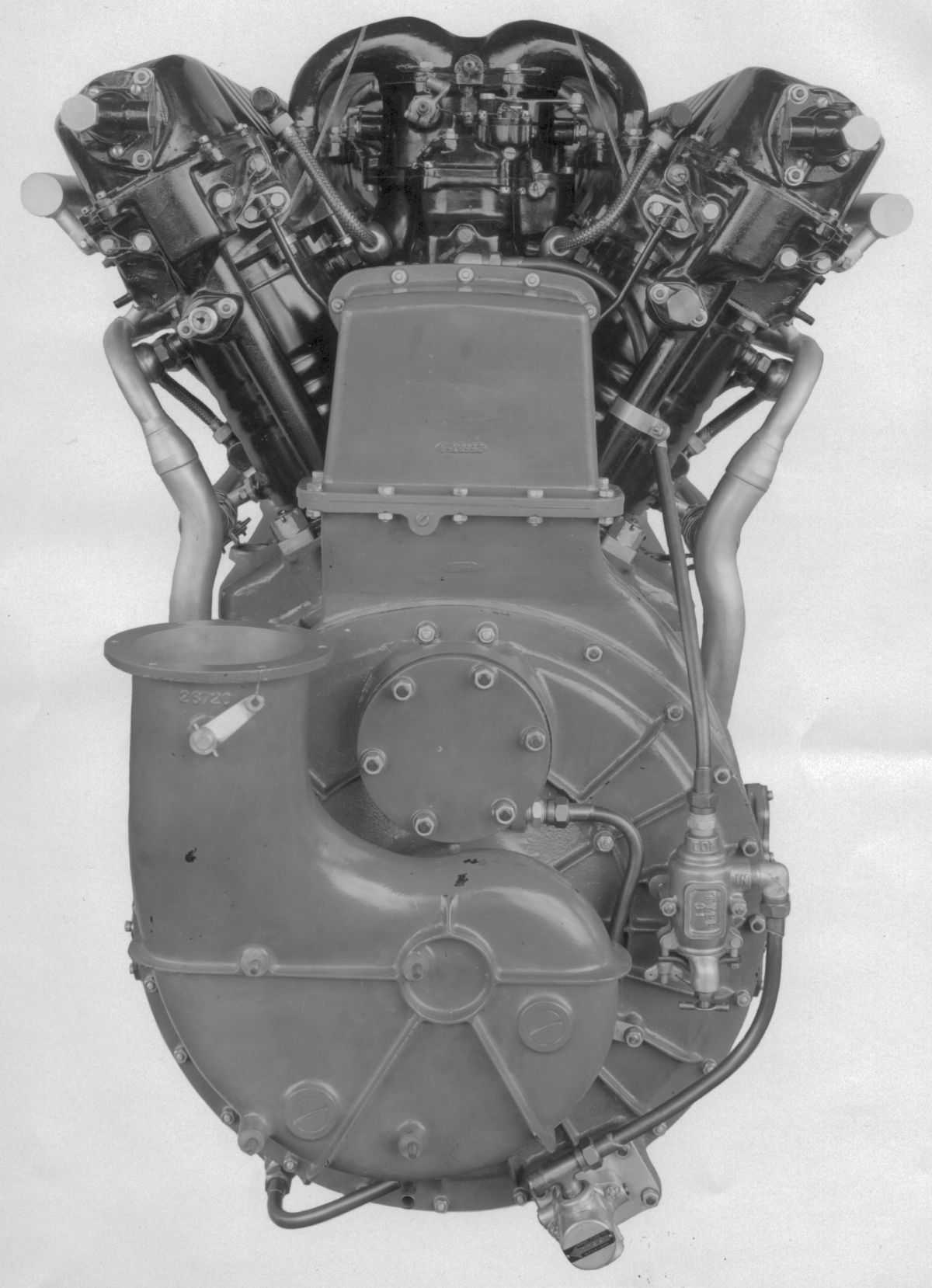
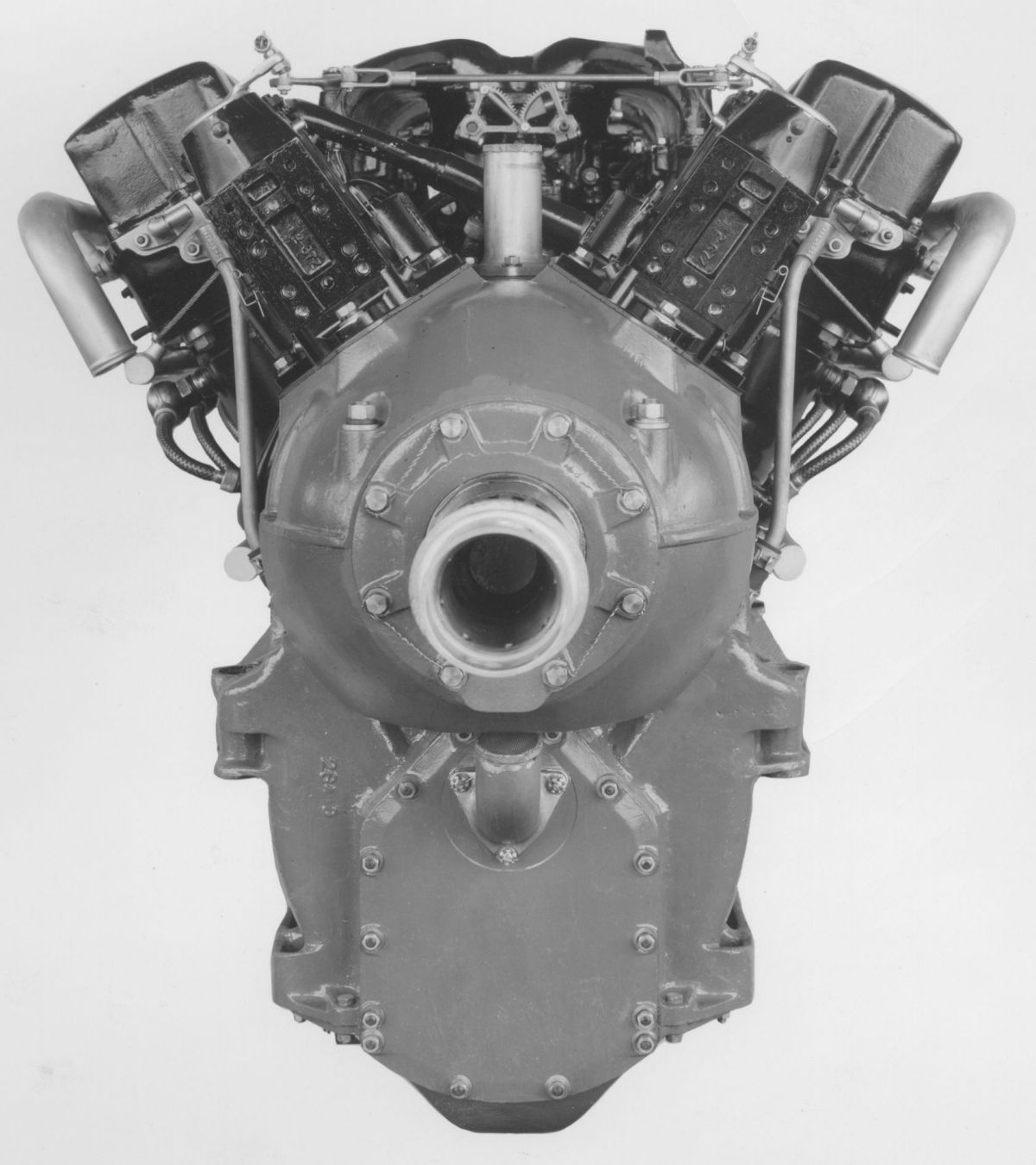
| Wright SGV-1800 | Wright SGV-1800 | Wright SGV-1800 (Aft) | Wright SGV-1800 (Top) |
Cylinders were of the wet sleeve type, with each cylinder bank beginning with a cast aluminum head, which housed the valve ports, valve guide supports, coolant passages, and camshaft supports. Six individual cylinder assemblies were bolted to the head. Intake valve seats were integral with the cylinder sleeve closed end but exhaust seats were made of special alloy and inserted. The cylinder head was constructed so that coolant completely surrounded all valve seats, and a corrugated sheet metal jacket retained coolant around each cylinder barrel.
The two intake and two exhaust valves in each cylinder were operated by two overhead camshafts on each cylinder bank. Tee-shaped cam followers eliminated valve side thrust and provided clearance adjustment screws that contacted each valve stem tip. Each follower actuated two valves. The valves were machined from forgings of heat resistant steel. The intake valves were solid, but the exhaust valves head and stems were hollow and partially filled with sodium to facilitate cooling. Each valve was closed by three concentric springs of round wire.
The crankshaft was a conventional six-throw counterbalanced type, forged from nitralloy steel and drilled to provide lubrication passages. It was supported by eight plain bearings. A herringbone pinion positioned between the two fore-most bearings drove the propeller reduction gear and propeller shaft. The S.A.E. No. 50 propeller shaft was supported by ball and roller bearings. A master-articulated I-section connecting rod pair was retained on each crankpin with two large cap screws. Knuckle pin and piston pin bushings were brass, while the crankpin bearing was of steel-backed high-lead bronze. The piston pin bearing was splash lubricated while the crank and knuckle pins received pressurized oil from the crankshaft interior. Pistons were machined from aluminum alloy forgings that were heavily ribbed on their interiors, which Wright claimed would increase strength and improve cooling. Each piston was fitted with two compression and two oil scraper rings. Hollow full-floating piston pins were retained by snap rings.
A cast aluminum alloy crankcase with ribbed webs carried the main bearings. Cylinders were secured to the crankcase by nuts that threaded onto studs emerging from the crankcase. Studs on the cylinder bank exterior threaded directly into the main bearing caps, which helped stiffen the crankcase/crankshaft/cylinder block assembly. The interior studs threaded into the crankcase casting. The later engine also featured main bearing cross bolting, and a heavier, stronger reduction gear housing. A cast magnesium oil pan closed out the crankcase bottom.
A gear-type oil pump supplied oil via drillings and tubes to all points requiring pressurized lubrication. Scavenge oil drained to sumps at the engine fore and aft where scavenge pumps returned it to the oil tank under all positions from level flight to a vertical dive.
A centrifugal coolant pump discharged into two cooling manifolds on the lower part of each cylinder block exhaust side. Coolant then passed upward through the cylinder jackets, into the cylinder head via short "jumper" tubes, and out into two manifolds above the intake ports on the head intake side. This scheme was a departure from the earlier engine, where separate coolant inlet manifolds supplied cylinder jackets and heads, and where the outlet manifold was also on the engine exterior.
Two Stromberg NA-Y8D pressure carburetors each supplied three cylinders of each bank through flat manifolds similar to those used on the Curtiss Conqueror. The carburetors received induction air via a common inlet manifold connected to the supercharger outlet.
The centrifugal supercharger used a forged duraluminum impeller with a shrunk and riveted steel hub. The impeller inlet faced the anti-propeller end of the engine. A cast aluminum diffuser was designed to achieve maximum pressure rise from the high-velocity air exiting the impeller vane tips. The impeller hub was splined to a shaft driven by a spur gear train with a long and torsionally flexible input shaft connected to a gear adjacent to the propeller reduction gear pinion. An air valve on the supercharger inlet assisted in controlling the supercharger at low altitudes when high ratio gearing was used.
Two Scintilla V-AG12-DF-1 magnetos mounted on the propeller reduction gear housing provided radio-shielded dual ignition to the engine. An AN standard starter drive, fuel pump drive, generator drive and two tachometer drives were also provided.
| Curtiss-Wright SGV-1800 July 1934 Specifications | |
|---|---|
| Takeoff Rating | 1,000 hp at 2,400 rpm |
| Normal Rating | 800 hp at 2,400 rpm |
| Propeller Reduction Gear Ratio | 7:5, 2:1 |
| Propeller Rotation (from anti-propeller end) | Clockwise |
| Crankshaft Rotation (from anti-propeller end) | Counterclockwise |
| Compression Ratio | 7.0:1 |
| Bore | 5.625" |
| Stroke | 6.000" |
| Displacement | 1,822 in³ |
| Supercharger Impeller Drive Ratio | 1:5.557, 1:9.46 |
| Maximum Specific Oil Consumption (full throttle, 2,400 rpm) | 0.035 lb/hp/hr |
| Maximum Oil Consumption (full throttle, 2,400 rpm) | 3.75 gal/hr |
| Maximum Oil Consumption (85% power) | 1.44 gal/hr |
| Oil Inlet Temperature (desired) | 140°F |
| Oil Inlet Temperature (maximum) | 175°F |
| Oil Pressure (desired) | 100 ~ 130 psi |
| Oil Circulation at 2,400 rpm | 50 lb/min |
| Oil Heat Rejection (Normal rating) | 1,750 BTU/min |
| Fuel Required | 87 octane |
| Specific Fuel Consumption (Normal Rating, full rich) | 0.60 ~ 0.64 lb/hp/hr |
| Fuel Consumption (Normal Rating, full rich) | 80.5 ~ 86.0 gal/hr |
| Fuel Consumption (85% power, full rich) | 42.5 ~ 45.8 gal/hr |
| Specific Fuel Consumption (Normal Rating, best setting) | 0.53 ~ 0.59 lb/hp/hr |
| Fuel Consumption (Normal Rating, best setting) | 71.0 ~79.3 gal/hr |
| Fuel Consumption (85% power, best setting) | 38.3 ~ 41.6 gal/hr |
| Maximum Liquid Coolant Outlet Temperature | 250°F |
| Maximum Water Outlet Temperature | 185°F |
| Overall Length | 77.05" |
| Overall Width | 29.47" |
| Overall Height | 43.03" |
| Dry Weight | 1,290 ~ 1,300 lb |
| Specific Weight (Takeoff Rating) | <0.769 hp/lb/td> |
| Valve Lift | 0.563" |
| Valve Clearance | 0.015" |
| Inlet Opened | 8.5° BTC |
| Inlet Closed | 57.5° ABC |
| Exhaust Opened | 56.5° BBC |
| Exhaust Closed | 28.5° ATC |
| Inlet Duration | 246° |
| Exhaust Duration | 265° |
| Valve Overlap | 37° |
| Magneto Rotation (from magneto drive end) | Clockwise |
| Magneto Drive Ratio | 1:1.5 |
| Exhaust Plugs Fired | 38° BTC |
| Intake Plugs Fired | 33° BTC |
| Generator Drive Ratio | 1:1.5 |
| All power ratings, oil and fuel consumption data is at sea level. | |
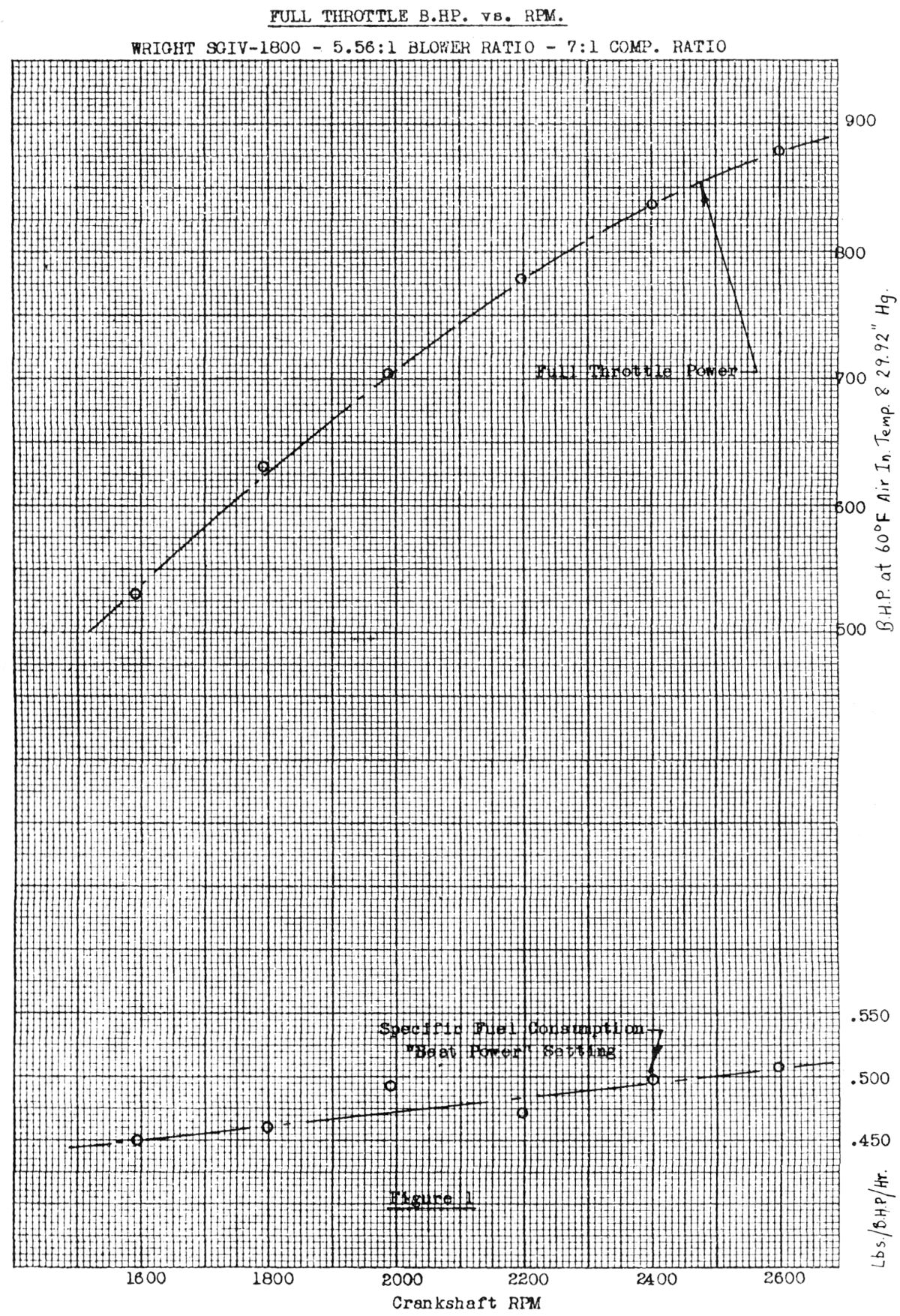
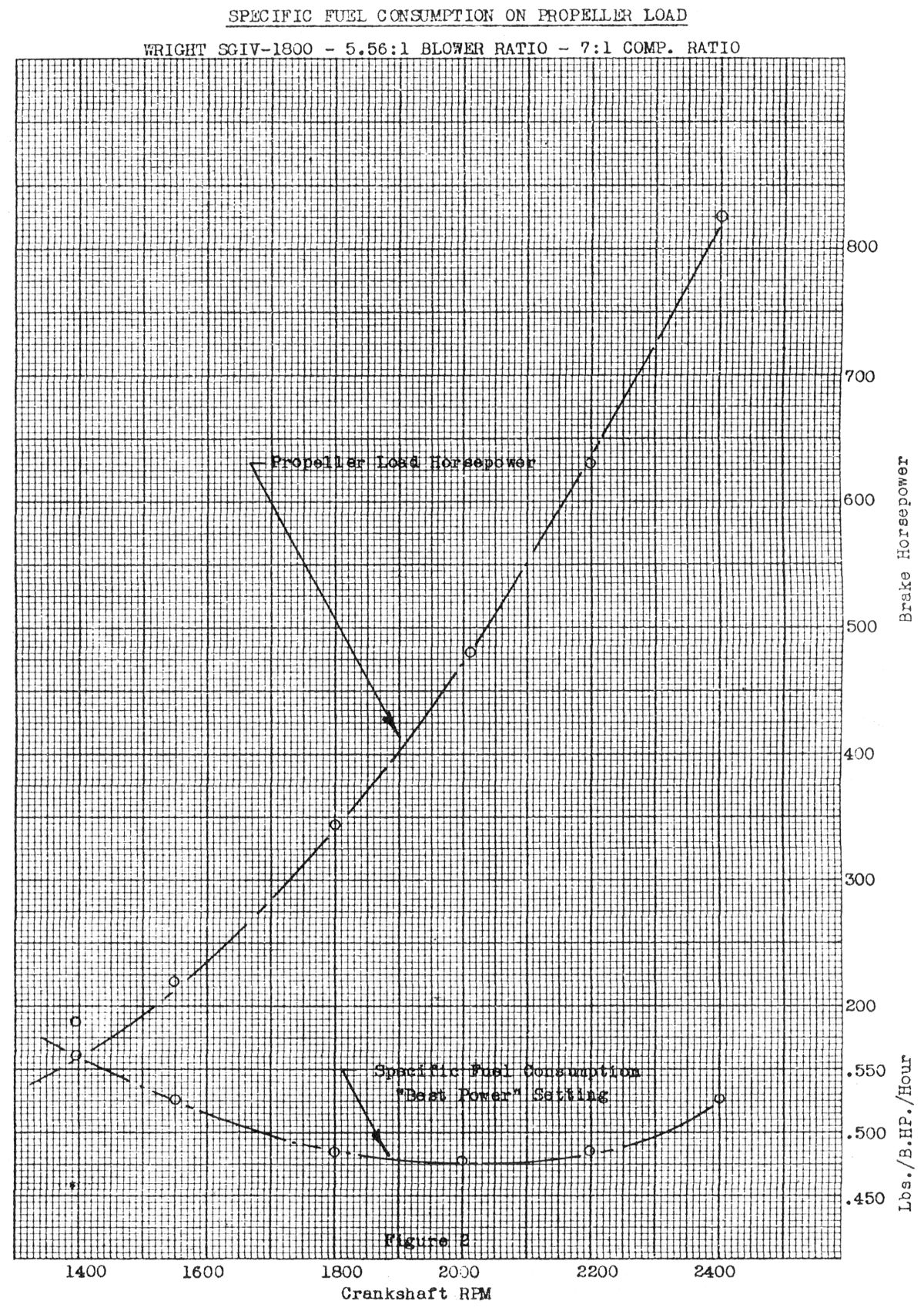
As of 30 Jul 1934 a total of 240 hrs of SGV-1800 testing had been accomplished, 140 hrs of which was done on the original engine. Of the 100 hrs of new engine testing, 50 had been at 800 hp and 2,400 rpm. Most testing had been done with the 1:5.56 supercharger drive ratio, which allowed the engine to run at full throttle at sea level. The power characteristics depicted in Figures 1, 2 and 3 were obtained at this supercharger drive ratio.
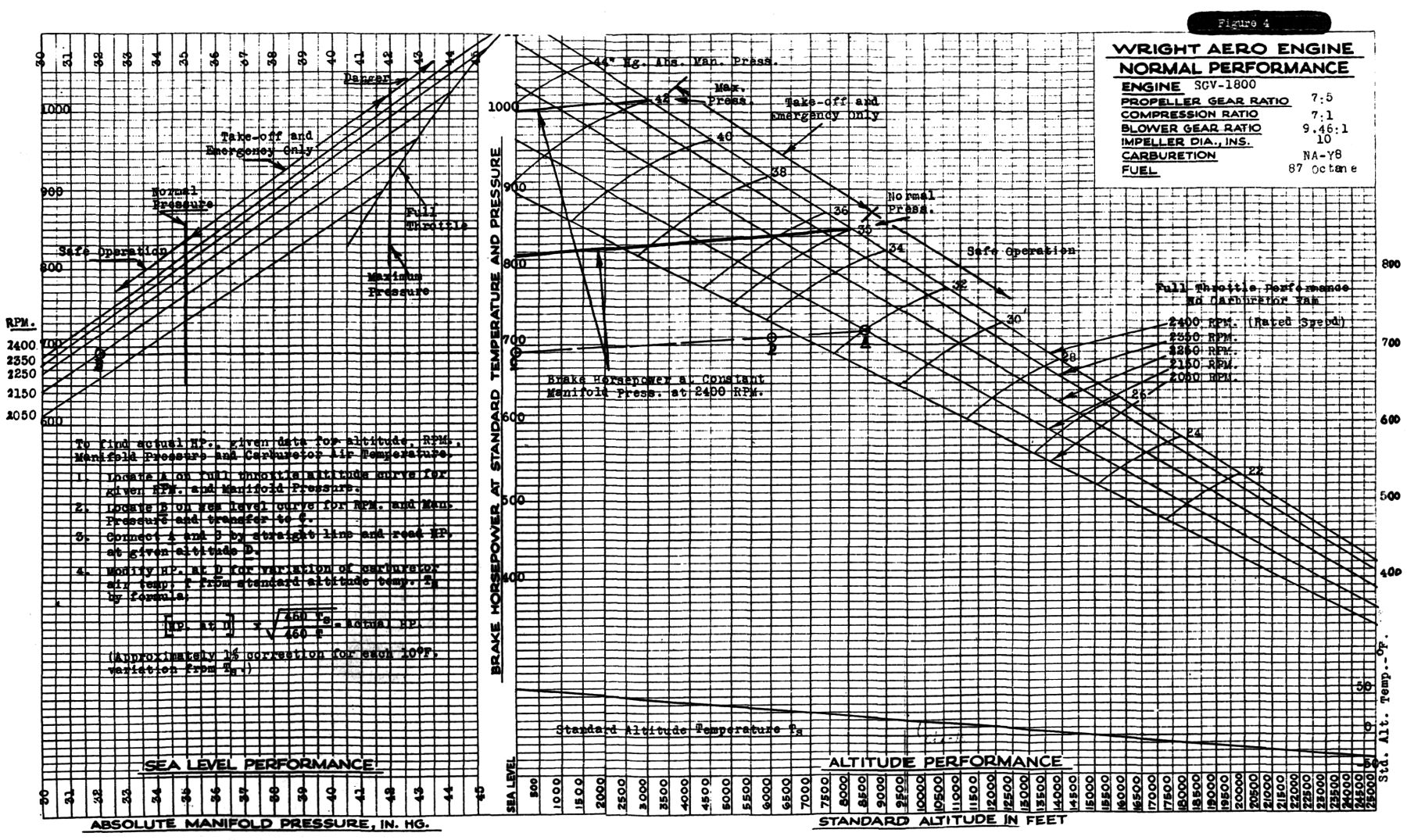
Wright maintained that the 50-hr endurance test on the first engine had satisfactorily demonstrated sea level operation at 800 hp, despite the fact that two cylinder sleeves had cracked. Wright thought this to be "very minor in nature" and that the new strengthened sleeves would eliminate further difficulties. The remaining engine components had been in good condition, cooling was adequate, and oil consumption was good. Wright planned further supercharger development and predicted that the "altitude performance as shown in Figure 4 can be obtained without difficulty. Hope springs eternal.
 |
 |
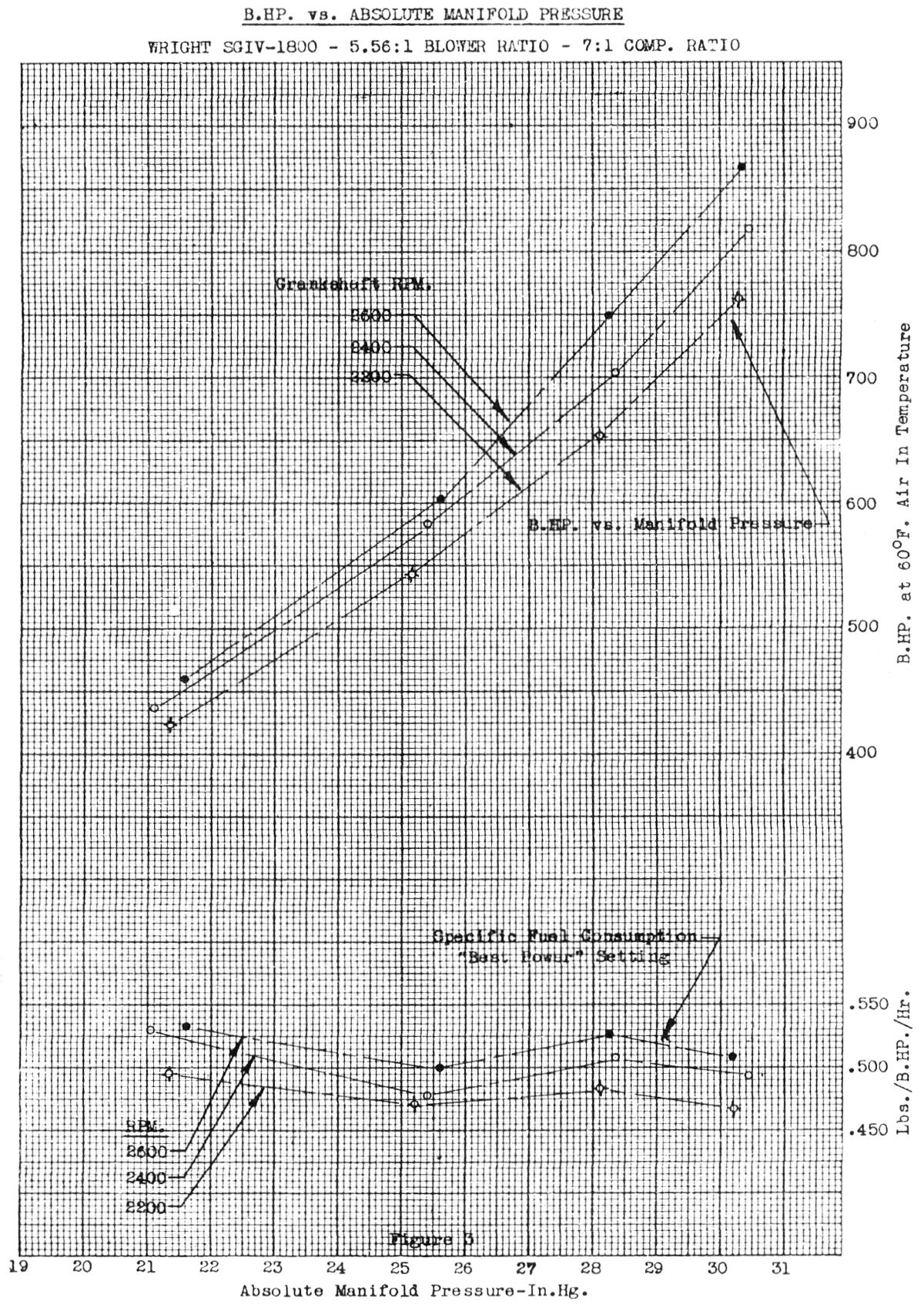 |
| Full Throttle Power versus RPM | Specific Fuel Consumption on Propeller Load | Power versus Absolute Manifold Pressure |
 |
||
| Wright SGV-1800 Projected Altitude Performance | ||
Conclusion
Even if the mechanical problems could have been eliminated, SGV-1800 performance was disappointing. Wright, always prone to skimp on research and development, probably saw no reason to pursue SGV-1800 development when air-cooled engines were more of a sure thing. Unwilling to spend much of its own money on further development, Wright sold the SVG-1800 design to Russia, which eventually was able to raise its rating to 900 hp.
Acknowledgment
I am indebted to Jerry Wells for providing a copy of Wright Aeronautical Corporation Report No. 216, along with images of the 1934 SGV-1800.
Sources
Farrar, E.V. Description and Development of Wright SGV-1800 Engine to July 1934. W.A.C. Serial No. 216. Wright Aeronautical Corporation, Paterson, New Jersey, 1934.
Memorandum Report E-57-101, 8 Aug 1932. Full Power Performance and Attempted Endurance Test of Wright SG1V-1800 Engine, Mfr. No. 23001, Bureau No. 14331
Memorandum Report E-57-101, 23 Oct 1932. Test of Wright SGIV-1800 Engine, Mfr No 23001, Bureau No. 14331.
Schlaifer, Robert and S.D. Heron. Development of Aircraft Engine and Fuels. Harvard University, Boston, 1950.
Send mail to
![]() with questions or comments about this web site.
with questions or comments about this web site.
![]()